第一次上车床,师傅瞅了我一眼,丢下一句:“车刀就是你的手指头,得知道它在想什么。” 十几年过去,我总算咂摸出点味道——这玩意儿有魂。你敷衍它,它立马给你颜色看,精度?想都别想。就上个月,新来的小伙子不信邪,进给量给猛了,主轴一颤,工件飞出去,还好人没事。事后他哆嗦着问,到底差在哪。我指了指脑袋:差在你没跟它处出感情。
别笑。真不是玄学。车床这行,干得越久,越觉得机器是活的。它的振动、温升、甚至切削时的声音,都在跟你说话。可惜多数人只把它当个铁疙瘩,拧开开关就干。结果呢?工件废了、刀打了、精度跑丢了,还一头雾水。今天不聊虚的,我掰开揉碎说几点硬核经验,很多是学校里不教、手册上不写的——都是我这些年报废了一堆工件换来的。
车床的“脾气”:为什么你的尺寸老是不对?
做车工最崩溃的瞬间——量完尺寸,发现比图纸大了0.02。就这0.02,你查刀具、查程序、查夹具,全没问题。邪门了!其实八成是主轴热伸长在捣鬼。机床一开,轴承滚子摩擦生热,主轴会慢慢地、悄无声息地往前顶。你早上对好的刀,到了中午,坐标系就飘了。
怎么办?💡 别急着调参数。开机后先低速运转10分钟,让主轴温度稳定。尤其冬天,车间冷得跟冰窖似的,更要预热。我见过最讲究的师傅,拿红外测温枪怼着主轴鼻子测,非要等温度涨到30度上下才肯干活。说实话,有点强迫症……但人家干的活儿,件件是免检品。
还有卡盘。三爪卡盘用久了,爪子会磨出喇叭口,夹工件时实际只咬住尾部一点,一吃刀,工件就歪。❗ 很多人只知道定期换爪子,却不知道有个偏方:在爪子夹持面垫一层薄铜皮,既能保护工件表面,又能补偿不均匀磨损。当然,治本的法子还是上自定心四爪卡盘,那叫一个稳——不过价格嘛,老板心会滴血。
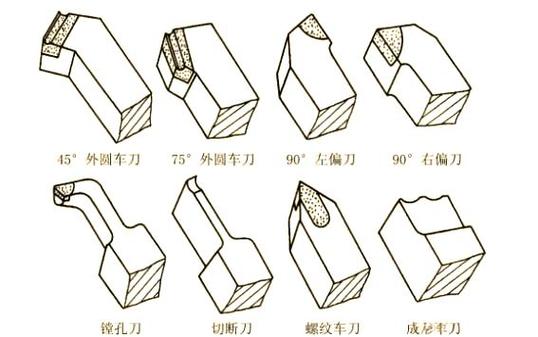
选刀如选兵:硬质合金还是陶瓷?
刀具材质的选择,直接影响效率与成本。新手容易陷入一个误区:什么活都拿硬质合金刀片硬啃。啃不锈钢、啃钛合金、甚至啃淬火钢,刀尖烧红了还往上顶。结果呢?刀片崩刃,工件表面焦黄,回头骂刀片质量差。这锅刀片不背。
软材料(铝、铜)用PCD(聚晶金刚石)刀片,锋利得能刮胡子,加工出来的光洁度堪比镜面。硬材料(淬火钢、冷硬铸铁)就得请陶瓷刀片出场,陶瓷耐高温,红硬性好,可以直接干车,省去磨削工序。但陶瓷刀脆,一丁点振动就崩。所以,你的车床本身振动大不大?基础稳不稳?这些没搞明白以前,先老老实实用涂层硬质合金吧。
说到涂层,现在流行TiAlN涂层,干切时能形成氧化铝保护膜,耐热性极好。不过提醒一句:涂层刀片最怕断续切削,那一撞一撞的,涂层会像墙皮一样剥落。遇到键槽、花键这种躲不开的断续面,宁可换无涂层韧性好的刀片,也别心疼那个钱。
问答环节:你一定遇到过这些头疼事
问:车削细长轴时,工件总是弯,中间鼓,两头小,怎么破?
答:细长轴刚性差,在切削力作用下会让刀,中间部分车得少,自然就鼓起来。传统方法是跟刀架,但跟刀架调不好更麻烦。我的绝招是用反向切削法:车刀从卡盘侧向尾座侧反向走刀,同时增大刀具前角,减小切削力。再配合弹性顶尖,不让工件受轴向力后顶弯。还有一个野路子——在工件空心部灌松香石蜡混合物,冷却后变成固体,能大大增加刚性,车完加热化掉就行。试过一次你就会感谢我。
问:车内孔时,排屑困难,铁屑缠刀,甚至刮伤已加工表面,怎么办?
答:内孔车削最恨缠屑,像一团乱钢丝,甩得到处都是。关键在于断屑槽选择。选刀片时,根据吃刀量和进给,选断屑槽型为“U”或“M”形的,能迫使切屑卷成小节。如果还不断,适当加大进给量——别怕粗糙度变差,后续可精车。或者用高压冷却液从刀杆内部直冲切削区,既能断屑又能降温。再不行,手动编程加入断续进给,让切屑产生厚薄变化,自己就断了。记住,内孔车刀杆尽量选整体硬质合金的,钢杆振动大,一出问题连带着整个孔都废。
那些年,我们一起追过的精度
现在数控车床都闭环控制了,可有些根子上的精度问题,光靠伺服电机补不过来。比如床身导轨磨损——这是我见过的最隐蔽却最要命的精度杀手。磨损一定是不均匀的,靠近卡盘的那段导轨,因为长期承受切削力和切屑堆积,会塌下去几个丝。你以为是丝杠反向间隙?补偿来补偿去,还是车出锥度。❗ 这时候,就该刮研导轨了,或者重新贴塑。别嫌麻烦,这是车床的“返老还童术”。
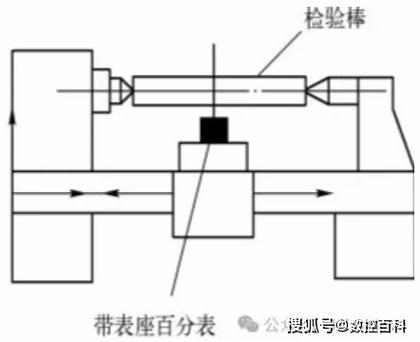
还有一项极易忽略的:尾座顶尖与主轴的同轴度。顶尖磨损后,顶紧力不均,长工件会摆尾,车出的外圆会呈锥形。检测方法很简单:在主轴和尾座间顶一根标准检验棒,千分表打两头,偏差超过0.01mm就该修整莫氏锥孔或换顶尖了。很多工厂一年到头都不查这项,难怪精度老跑偏。
写这么多,其实就想说:车床操作不是摁几个按钮那么简单。你得懂它的结构,摸透它的脾性,甚至感知温度、振动和声音。别把机床当死物,把它当成个倔强却讲理的老伙计。它坑你,往往是你先坑了它。下次再遇上尺寸不对,别急着砸量具,静下心想想:主轴热不热?导轨平不平?刀尖对准没?或许答案就在那里,闪着冷光等着你。