上个月去一家汽配厂,看到产线末端的质检大姐眼睛通红,盯着传送带上的零件,一天要过目两万件。一天两天还行,时间长了,漏检率蹭蹭涨。老板急得跳脚。
我顺嘴说了句:干嘛不上机器视觉?他眼睛一亮,然后又暗了:太贵吧?
贵?人工漏检导致的客诉、召回、赔款,那才叫贵。而且现在一套入门级工业相机加镜头、光源,几千块就能搭起来,视觉软件甚至有些开源方案。前提是,你得会选,会调。不然就是无底洞。
工业现场,不是实验室
很多刚接触机器视觉的人——包括当年的我——最大的误区:以为像素高、算法炫就能搞定一切。结果到了现场,环境光一干扰,全瞎。
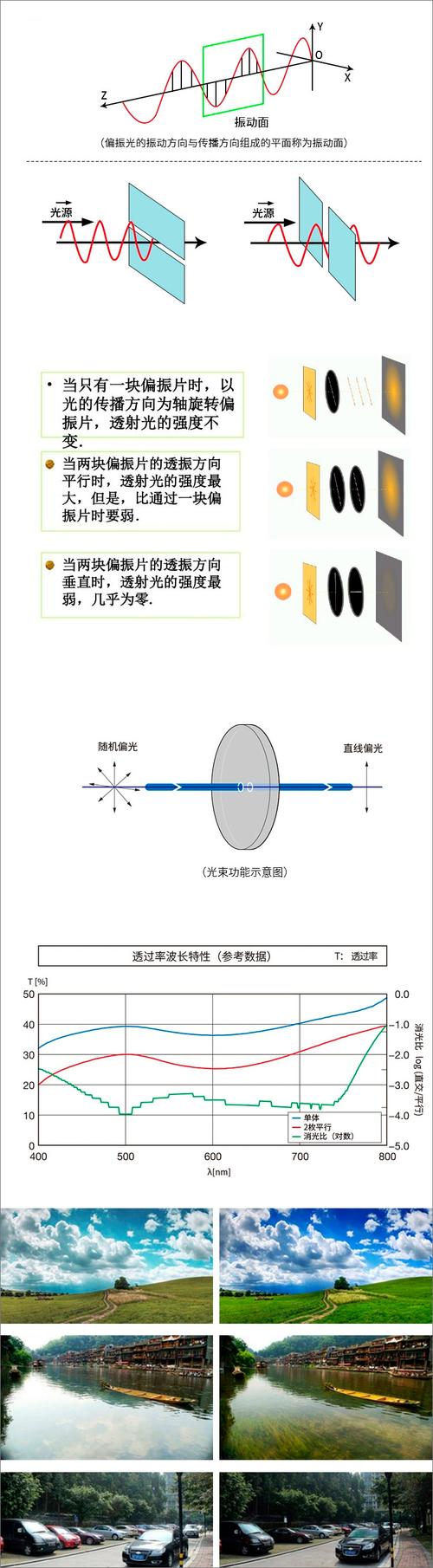
记得第一次去一家食品包装线,罐头盖上的喷码,稍微有点反光就识别不出来。加了偏振片,调了曝光,重写预处理……足足折腾三天。最后是怎么解决的?给工位罩了个遮光帘,成本二十块。算法再强也怕杂光,对吧?
所以选型的第一步,绝对不是看相机参数,而是看打光。真的,打光决定了图像质量的70%。什么背光、同轴、环形、漫反射,听着花哨,但核心就一条:把特征凸显得越明显,检测越稳定。有时候换个角度,效果天差地别。
问:打光有没有万能方案?
答:没有!绝对没有!每次都要试。我们公司光各种光源就存了一大柜子,跟实验室似的。新项目一来,先做打光测试。有时候明明理论上是环形光好,一试,哎?条光反而更干净。所以别信卖光源的人忽悠,自己试。
❗经验:先确认检测特征是什么——划痕、脏污、缺料?再决定打光方向。比如划痕,往往低角度光会更明显;脏污可能要用不同波段的光去突显。
2D还是3D?别被噱头带偏
这几年3D视觉很火,扫描仪、结构光、线激光……销售一上来就推3D,说精度高、信息全。没错,3D确实能拿到高度信息,但同时也贵,而且速度慢。很多应用根本用不上3D。
比如平面物体的印刷缺陷检测,2D就能搞定,硬上3D,除了预算翻倍,还增加了数据处理负担。当然,如果你要测高度、抓取散乱工件,那3D是必须的。我有个案子,给焊接机器人做引导,工件堆叠得乱七八糟,2D直接懵圈,上了激光三角法的3D视觉,一次抓取成功率飙到99.5%。

问:怎么判断该用2D还是3D?
答:问自己一个问题:这个检测是否需要高度或深度信息?如果需要三维定位、测量高度差、检测表面翘曲,那肯定3D。如果只是看颜色、文字、二维轮廓,2D足够。还有一个偷懒的判断:看人眼怎么检的。人眼看平面就行,那2D;人眼需要侧着看、摸厚度,那3D。不过话说回来,有些复杂情况需要2D加3D融合,成本就更高了。
软件与算法:别总想自己造轮子
有不少硬件工程师,兴致勃勃要写视觉底层算法,想从图像滤波、边缘检测开始撸代码。傻啊!现在成熟的视觉库太多了,OpenCV、Halcon、VisionPro,深度学习框架如TensorFlow、PyTorch在工业场景里也越来越落地。除非你要发论文,否则现成的工具拿来用,不香吗?
这两年深度学习在缺陷检测上简直神了。传统算法搞不定的复杂纹理、随机缺陷,比如布匹的织疵、木纹的节疤,训练个CNN模型,准确率蹭蹭上。但有个大坑:数据。你需要大量标注过的良品和不良品图像,而且产线环境一变,模型就可能失效,要重新增量训练。没有持续的数据投喂,深度模型就是个花瓶。
💡 提醒一下:别盲目迷信AI。如果传统算法通过打光和简单规则就能稳定检测,那就不用深度模型。深度学习部署和维护成本高,对硬件要求也高。能用传统方法解决的,绝不上深度学习,省事省钱。
说到这儿,想起有一次给一个连接器厂做检测,零件特别小,毛刺还不规则。传统方法很难一概而论,后来用了一个轻量级网络,在FPGA上跑,速度超快,准确率98%。但前期光采集样本就花了一个月,各种角度的毛刺都得有。累到吐血。
问:视觉系统上线后,怎么保证长期稳定?
答:这是个好问题。我见过太多项目,验收时漂漂亮亮,运行三个月后烂成渣。关键点:环境管控和自检机制。环境比如震动、灰尘、温漂、光源衰减,这些必须监控。定期用标定板校准,光源亮度监测,镜头脏了自动报警。软件端要有自诊断,检测结果突然异常增多,立刻通知维护。说白了,视觉系统不是一锤子买卖,得养着它。
还有一个容易被忽视的:机械定位精度。视觉系统再牛,待测物体位置偏差太大,也是白搭。所以视觉和机械是夫妻,得配合好。很多时候我们花大力气在软件上,最后发现是上料机构每次偏移了2毫米……那点精度,图像里都能差几十个像素。
采购建议:别只盯着参数表
最后聊点实际的。选相机,分辨率、帧率、接口(GigE, USB3.0, Camera Link)要根据案子的速度和精度来。但更要看兼容性。镜头接口、软件SDK是否容易集成,厂家技术支持到底怎么样。有些不靠谱的小厂,相机驱动折腾半天,一问三不知。
工业镜头,注意像面大小、畸变、景深。一般检测,定焦头够用;高精度测量可能考虑远心镜头,畸变极小。但远心贵,也大,得看安装空间。
光源前面提了,多备几款测试。另外,防护等级要考虑,产线上油污、水汽、粉尘,得用IP67、IP65级别的,否则几天就挂了。
真的,这行干得越久,就越觉得稳定可靠比什么都重要。花里胡哨的功能一年也用不上一次,但一次误报造成产线停工,损失就大发了。
好了,就扯这么多。机器视觉水很深,踩的坑越多,越觉得有意思。下次有机会,再聊聊3D相机的标定那些破事。