干了十五年质检,摆弄过不下二十台三坐标测量机——从最初的桥式到后来的龙门,再到如今的关节臂。说实话,每一次换机都像是在赌。赌对了,精度提升,老板高兴;赌错了……夜里对着数据骂娘都没人听。
三坐标测量这东西,原理谁都懂:一个红宝石测头,沿着X、Y、Z三轴一戳,尺寸、位置、形状全出来。可真正上手,才知道那小数点后三位有多坑。❗
选型时的那些“想当然”
很多人,特别是刚上马的工厂,觉得精度越高越好。恨不得买台计量级的回去量粗加工件。结果呢?环境不达标,温度一变,机器在那儿“咳嗽”,数据飘得你怀疑人生。✅ 我见过一家做冲压件的,非要上0.5微米的机型,车间连空调都不舍得装全。最后那台几百万的机器,搁那儿成了个摆设。
所以你看,选型第一铁律——匹配工序。不是越贵越好,是越合适越好。可偏偏有人不信邪。唉……
而且吧,软件系统往往被忽略。硬件是骨架,软件是灵魂。有些品牌硬件还行,但那操作逻辑……反人类!菜单一层套一层,编个程序要半小时,急得我想砸显示器。用惯了PC-DMIS或者CALYPSO,再换别的,真是分分钟暴走。
问:三坐标测量机和关节臂式测量机,到底该怎么选?
答:这个问题我被人问了无数次。简单粗暴地说:如果你量大、环境可控、需要极致精度,比如测量发动机缸体,那就上传统三坐标,桥式或龙门,气浮轴承那种。一台维护得当的桥式机,十年稳如老狗。但如果你是现场测量、大工件、工装检具,或者经常要提着设备跑,关节臂才是真香。虽然精度低了点,但灵活啊。我曾在供应商那儿见过,用关节臂量挖掘机动臂,悬在半空都能测,那场景,传统机想都不敢想。不过话说回来,关节臂对人的操作手法要求高,新手一上手,重复性差到让你怀疑买到假货。
精度神话与残酷现实
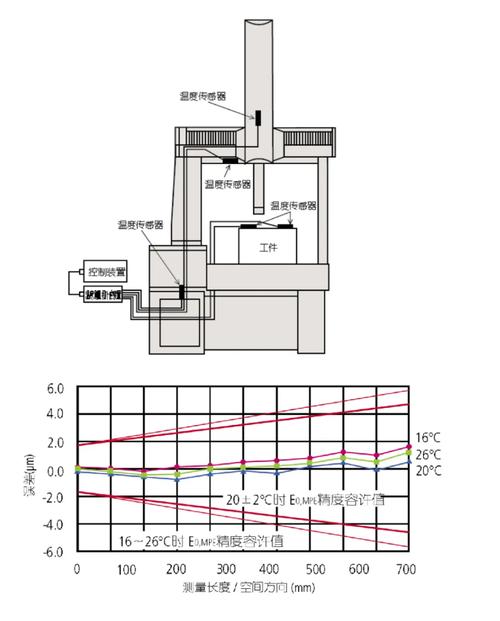
有一回,客户指着报告骂:你这里超差0.003毫米,我这零件废了!我当时就乐了。不是幸灾乐祸,是真无奈——他那车间的温控,24小时温差5度,早上量的和傍晚量的能差出5微米。热胀冷缩,初中物理啊,可一到实际,全忘干净。
更别说工件本身了。铝件、钢件、塑料件,热膨胀系数天差地别。你得补偿啊!很多人压根不设温度补偿,拿20度理想值硬套。出的报告,说白了就是废纸。💡
问:为什么三坐标测量结果和加工中心在机测量结果总对不上?
答:哈,这简直是行业月经帖。两者基准不一样——三坐标靠自身机械坐标和测头补偿,在机测量靠机床光栅尺和主轴测头。光机床的丝杠反向间隙、主轴热伸长,随随便便就干掉几个微米。而且测量策略不一样:三坐标可以采几百个点拟合,在机测量可能就踩几个点。更别提工件拆下来后应力释放,形变就变了。所以,对不上是常态,完全对上才见鬼。我的建议是,确定一个仲裁基准,通常三坐标作为最终依据,但务必要保证工件恒温、清洁,并统一测量程序。
用好三坐标,你需要“反常识”思维
很多人迷信自动测量,编好程序就撂那儿不管。真出事,测头撞了都不知道。我坚持每新编一个程序,前三次必须有人盯全程。听着那“嘀”的触碰声,心里才踏实。还有,测针组合……学问大了。长测针、星形测针、盘形测针,选不对,不光精度差,还会引入余弦误差。有时候,老老实实用单根直测针,一点一点测,反而比花里胡哨的自动换针更可靠。
保养更是重灾区。气源不干净——水、油、杂质一来,气浮轴承就磨坏了。导轨干涩,那噪音听着揪心。我见过一台机器,常年不换滤芯,最后拆开,管路里的油泥能糊墙。心痛啊。❗
用对方法,三坐标测量就是神器;用不对,它就是烧钱的无底洞。这行没什么高深莫测,全在细节里。这些年摔过的跤,逼着我养成了一个习惯:每次测量前,先花十分钟“溜机器”——空跑一下,听听声音,看看回零。就像老司机出车前踢踢轮胎,玄学,但有用。
说到底,三坐标测量不是买个机器就完事。它是一套体系,人、机、料、法、环,缺一不可。我见过太多老板,舍得花几百万买设备,却舍不得花几千块培训人,或者给计量室装上靠谱的空调。然后抱怨精度不够……真想把报告糊他们脸上。
最后,如果有人问我现在选三坐标最看重什么,我会说:稳定性。精度差点,可以补偿;稳定性差,你就永远在猜是机器在飘还是在量具在飘。那种不确定感,比超差更折磨人。