为什么X光检测无法被替代?
表面检查能看的咱都看完了,三坐标也扫过,甚至浸渗都做了,可批产之后还是炸——为啥?因为缺陷在骨头里。X光就是唯一的非破坏性透视手段了。超声?耦合剂一涂,曲面就没辙。CT?成本高得让老板血压飙升。所以,X光,尤其对于结构件、焊接件、电子芯片封装,几乎是个必选项。 我记得有次赶一个军工项目,焊缝全检,规范要求每 50mm 拍一张。操作工偷懒,拉大间隔,结果漏标一处未熔合,整批次返工。说实话,X光检测的本质不是给质量盖章,而是逼你正视工艺缺陷。它像面照妖镜,你越怕看见什么,就越该多照照。
参数调校:不是按个按钮就完事
问:我厂里用的是数字平板探测器(DDA),是不是比胶片省心多了?
答:省心?天真了。DDA确实快,拍完即显,还能调窗宽窗位。可是——它的空间分辨率目前还拼不过胶片,尤其小于 50μm 的微焦检测,胶片还是王道。而且DDA怕散射线,怕边缘畸变,信噪比一掉,微小缺陷就淹没在噪声里。你得反复试参数,像调音台似的,增益、曝光时间、帧平均……搞不好比洗胶片还累。不过话说回来,批量检小件时,DDA效率是真的高,自动化线上全仗着它。用哪种,看你的容忍度:是容忍慢,还是容忍可能漏检。
答:省心?天真了。DDA确实快,拍完即显,还能调窗宽窗位。可是——它的空间分辨率目前还拼不过胶片,尤其小于 50μm 的微焦检测,胶片还是王道。而且DDA怕散射线,怕边缘畸变,信噪比一掉,微小缺陷就淹没在噪声里。你得反复试参数,像调音台似的,增益、曝光时间、帧平均……搞不好比洗胶片还累。不过话说回来,批量检小件时,DDA效率是真的高,自动化线上全仗着它。用哪种,看你的容忍度:是容忍慢,还是容忍可能漏检。
那些最容易被忽视的细节
✅ 防护!防护!防护!——重要的事说三遍。见过太多小厂在车间角落拉个警戒线就当检测区,操作员连剂量计都不戴。你指望老板心疼你?射线累积效应不是闹着玩的。国家辐射安全标准 GB18871 摆在那儿,防护墙的铅当量要算好,门机联锁必须可靠,个人剂量报警仪必须开机。❗再说一个被骂过的事:检测完了,工件本身会不会有残留放射性?——放心,工业X光能量通常在 450kV 以下,不会诱发感生放射性,除非你用的是加速器光源。但铅房周围乱扔的胶片、废液,可全是危废,别随手丢垃圾桶,环保查得紧着呢。 💡 评定是个手艺活:你以为看图简单?评片员持证上岗,那是基本门槛。可同一张底片,让刚拿证的愣头青看,和让干了二十年的老法师瞧,结论可能天差地别。伪缺陷——比如静电斑痕、压痕、水渍——能骗倒多少人。气孔、夹渣、裂纹、未熔合,形态差异太微妙了。裂纹是锯齿状,尾端尖细;未熔合是条状阴影,边沿较直;气孔呈圆形或椭圆形,黑度均匀……可实际影像总有重叠,评片得像侦探一样,结合焊接工艺、缺陷位置去推断。有次我判一批管子环缝不合格,焊工不服,直接把焊缝刨开,那条裂纹就趴在根部,跟X光片上预判的位置分毫不差。他服了,我也后怕:万一当时误判合格,管子上了平台,后果谁敢想?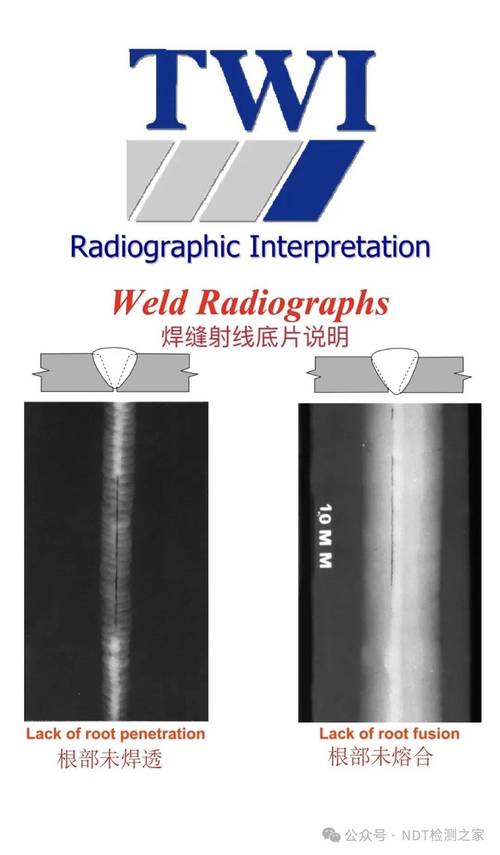
设备选型的一些真心话
问:听说现在有在线 X光检测系统了,能直接接在产线上,靠谱吗?
答:靠谱,但得两个条件:第一,产品结构得相对规整,自动判读算法才有用武之地;第二,你的工艺必须极其稳定,否则误报率飙升,线上机器把好件全踢出来了,你还得派人复查,等于白干。我们这儿上过一套轮毂自动检测线,起初漏检率 5%,后来把训练数据量加大,人工复判闭环,三个月才降到 0.1%。过程很折磨。不过一旦跑顺了,产能飞起,人力成本大减——前提是你舍得花前期投入。还有,在线系统对辐射防护要求更严,因为通常开放式布设,围挡、光幕、安全连锁缺一不可,安全评估极严格。
说这么多,其实就是想讲,X光检测不是简单的“照一照”——它是物理、工艺、经验、责任心交织的活儿。你得跟它磨,敬它,它才给你实话。那些靠着拍片蒙混过关的日子,早晚要还的。 答:靠谱,但得两个条件:第一,产品结构得相对规整,自动判读算法才有用武之地;第二,你的工艺必须极其稳定,否则误报率飙升,线上机器把好件全踢出来了,你还得派人复查,等于白干。我们这儿上过一套轮毂自动检测线,起初漏检率 5%,后来把训练数据量加大,人工复判闭环,三个月才降到 0.1%。过程很折磨。不过一旦跑顺了,产能飞起,人力成本大减——前提是你舍得花前期投入。还有,在线系统对辐射防护要求更严,因为通常开放式布设,围挡、光幕、安全连锁缺一不可,安全评估极严格。