说实话,我入行二十年,手边最离不开的小仪器,测振仪算一个。但这些年看下来,能把测振仪用到点子上的工程师,真不多。
就在上周,车间老张还跟我抱怨,新买的进口测振仪读数跳得厉害,是不是坏了?我过去一看——探头随便往轴承座上一搁,线缆还搭在运转的皮带上……这能准吗?
测振这事儿,很多人觉得简单:一按按钮,读数出来,高了就报警,对吧?大错特错。❗
什么场合该用什么传感器?
市面上的测振仪,标配大多是压电式加速度传感器,但它真的万能吗?低频测位移,中频看速度,高频追加速度——这是振动分析的铁律。可不少采购只管“精度0.01”这种字眼,却不知在蜗轮蜗杆那种几赫兹的摆线运动下,压电传感器底噪能淹没真实信号。那种挫败感,没经历过的人很难体会。
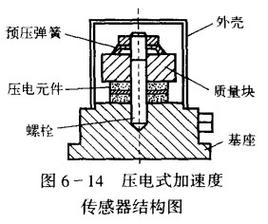
所以,碰见低转速设备,老老实实上涡流位移传感器,或者用带低频补偿的加速度计。价格贵一截,但值。💡 另外,高温场合注意传感器耐受温度,超过120℃压电陶瓷就开始退极化,灵敏度哗哗掉。别问我是怎么知道的,烧过三只探头的教训。
频谱分析:看波形还是看包络?
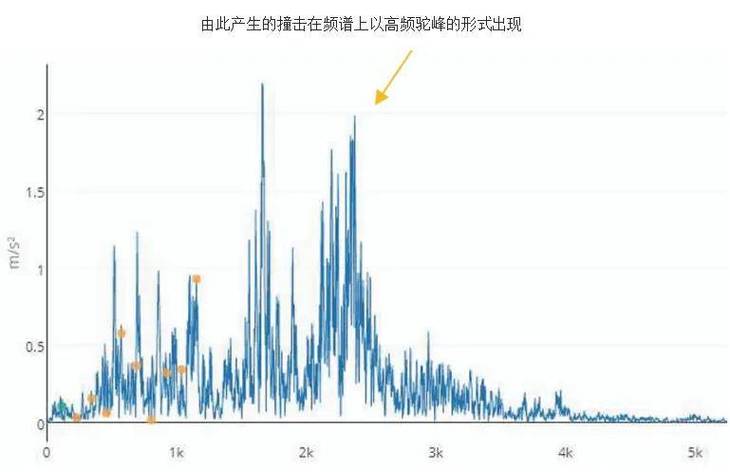
现在稍微高端点的测振仪都带频谱,但多少人开机直接看总振值?那跟用耳朵听有什么区别?早期轴承故障,冲击脉冲被淹没在低频噪音里,不解调包络,永远发现不了。
我记得有一次客户那儿一台风机,振动总值一直在边界浮动,没人当回事。我用带包络解调的测振仪一测,后边内圈特征频率清楚得很。当场拆检,滚道已经剥落。客户直呼内行,其实就多按了个键。所以说,仪器功能不搞清楚,白花钱。不过话说回来,包络设置不对也会闹乌龙,滤波器带宽选太宽,连齿轮啮合频率都包进来了,误诊率飙升。
问:巡检用的笔式测振仪靠谱吗?
答:看需求。笔式测振仪便宜、便携,适合做趋势管理,但千万别拿它做精密诊断。它的传感器大多是剪切式压电片,频响窄,而且没有窗函数可选。打个比方,就像你拿卷尺量头发丝——不是不行,是没意义。真要分析故障原因,得上至少两通道、带软件分析的振动分析仪。
问:振动值突然变了,怎么快速判断是表坏了还是设备坏了?
答:先别慌。换备用测振仪比对,如果几台表读数都异常,那设备大概率出事了。如果只有一只表跳数,检查磁座是否吸牢、线缆接头是否氧化、特别是指针表,表头阻尼油干涸也会导致指针乱摆。有一次我差点因为表头阻尼问题误判了一台大型空压机,拆开表头加了点硅油,读数稳得像老狗。所以,定期校准你的测振仪,至少一年一次。
校准,别等坏了才想起来
测振仪说到底是个精密仪器,传感器灵敏度会随时间漂移。很多工厂的测振仪买来五六年没校过,读数偏偏倚了都不知道。振动标准ISO 10816就那么几条线,如果读数本身有百分之十的误差,你可能把好端端的设备大修了,或者放任故障恶化——两者都烧钱。我就见过一家化工厂,因为测振仪漂高0.5mm/s,把整条线的离心泵全拆检了一遍,白白停产三天。
无线测振仪现在很火,能在中控室看实时趋势。但无线传输在钢铁厂、铸造车间这种强干扰环境下丢包率挺高,别光听销售吹。我自己测试过几款,有的在电弧炉50米外就断联。真要上无线,优先选带本地存储功能的,至少断线了数据不丢失。💾
好了,说这么多其实就一个意思:测振仪不是玩具,哪怕你只拿它测个泵,也尊重下力学的基本原理。仪器是死的,人是活的。我这些年摔过的坑,希望你们别再来一遍。