不是开玩笑,张力控制如果做不好,整个缠绕过程就是灾难。断线、折叠、松紧不一,最后成品像个被猫抓过的毛线团。我曾经在车间里盯着一台国产老式机械缠绕机,那家伙靠摩擦片调节张力,十分钟调一次,操作工满头大汗,产品合格率不到80%。💢
后来换了台带闭环伺服系统的,啧啧,那感觉就像从拖拉机直接跳到特斯拉。不过话说回来,伺服也不是万能药,对吧?
张力控制:工业缠绕机的灵魂
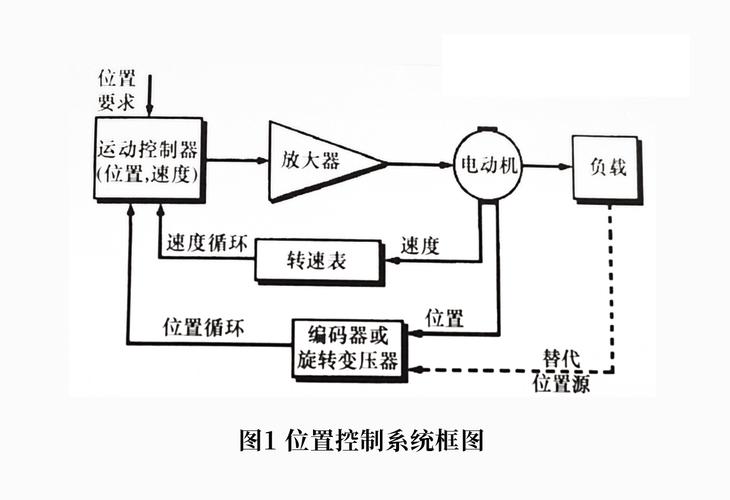
说实话,工业缠绕机的核心就在于它怎么“感知”张力并“调节”它。好的系统用的是动态传感器——比如应变片式或超声波式——实时反馈给PLC,然后伺服电机瞬间调整放卷速度或收卷转矩。
这背后是PID算法的较量。P(比例)调大了容易震荡,I(积分)能消除稳态误差,D(微分)预测变化,但噪声放大也头疼。我看过某德国品牌的缠绕机,它居然用了模糊逻辑自适应PID,在不同卷径下自动切换参数。这才是真正的智能化,不是那种加个触摸屏就叫智能的唬人玩意儿。
但别光盯着传感器和算法。机械结构的刚性才是根基。导辊的圆跳动、轴承的游隙、机架的振动……这些细微之处,在高速运转时会被放大成张力的高频波动。我记得有次客户抱怨新机张力不稳,用激光测振仪一查,竟然是电机底座共振频率恰好落到了工作转速上。加了个橡胶垫,问题解决。🤦
问:为什么工业缠绕机必须用闭环张力控制,开环不行吗?
答:开环?理论上可以,如果你缠绕的材料像钢丝一样刚性十足,而且卷径变化极小,比如恒速放卷,那么用磁粉离合器预设电流也能对付。但现实中的线材——光纤、漆包线、碳纤维预浸料——它们弹性模量、表面摩擦系数千差万别。开环无法补偿卷径缩小导致的张力指数级上升,更无法应对材料本身的薄厚不均。闭环系统能在毫秒级内做出修正,避免“一抽一抽”的现象。尤其是在细线径(比如0.01mm的钨丝)缠绕中,开环几乎注定失败,断线率会高得让老板心碎。💔
还有一点人们常忽略:排线。它和张力必须协调。排线器如果走得忽快忽慢,张力再稳,纱线也会交叠或留缝。排线精度的量级是微米——这已经不是机械思维能搞定的了,得靠电子凸轮或线性马达。
排线与收卷:毫厘之间的舞蹈
说到排线,我就忍不住吐槽。很多国产缠绕机用梯形丝杠加步进电机,排线往复时,换向瞬间有个停顿,那地方就会鼓起一个小“包”。积少成多,整个卷装侧面看去像波浪。后来学乖了,用滚珠丝杠加伺服电机,配合S形加减速曲线,才平滑过渡。
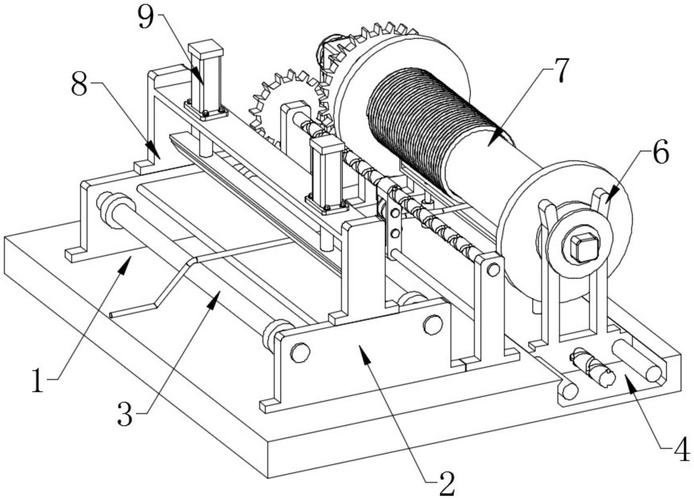
收卷也不是随便转转。恒线速度还是恒角速度?这得看工艺。比如光纤缠绕,必须恒线速度,因为张力需恒定;而扁平电缆的盘绕,可能恒角速度更利于整齐。这里面卷径计算是个关键,用接近开关测旋转圈数?太粗糙。用激光位移传感器测卷径,然后实时调整电机转速,才是正道。✅
问:选择工业缠绕机时,怎么判断排线机构的好坏?
答:看在眼里,摸在手里。首先,让设备空跑,最高速下听声音。如果换向时有“咔哒”声或震动,机械间隙肯定超差。其次,看丝杆或同步带的表面,有没有局部磨损——那是应力集中的证据。再者,要求厂家提供排线精度的实测数据,比如用0.1mm的线规,在高速下测量左右定位误差,合格应小于0.01mm。有条件的话,让机器缠绕一卷极细线,然后拿到显微镜下看排线表面,任何重叠或缝隙都是死刑。💡
另外,别小看导轮。材质、表面涂层、V形槽角度,直接影响线材的摩擦系数和磨损。陶瓷导轮虽耐磨,但静电大,对微细线可能伤线;硬质合金太贵;氮化钛涂层比较均衡。这些细节,供应商不一定会主动告诉你,得自己抠。
选型:适应你的“线”,而非相反

我经常遇到这样的客户:“我要一台能缠所有线的机器。” 别做梦了。专机专用才是正道。缠绕0.005mm的金丝,和缠绕10mm的钢缆,机器完全是两个物种。金丝缠绕机需要磁悬浮导轮、洁净室环境;钢缆缠绕机需要液压张力系统、重型结构。
选型时,先盯死材料参数:线径范围、材料刚度、表面特性、最大放卷速度和张力值。然后考虑卷装形状——圆柱形、圆锥形、扁盘形?这决定了排线轨迹是螺旋、锥形还是花纹缠绕。还有,自动化程度:是否需要自动换盘?是否需要在线检测?这些都会让价格翻倍。
有一次,一个做预浸碳纤维的厂家,贪便宜买了台通用型缠绕机,结果因为导纱路径太长,加上预浸纱的粘性,张力响应严重滞后,缠出来的管件全报废。他们不得不重新改造,算下来比直接买专用机还贵。教训啊!
夜深了。写这么多,估计也没几个人从头看到尾。但真希望用工业缠绕机的朋友们少走弯路——这玩意儿,七分设备三分工艺,选对了省心,选错了闹心。机器稳定运行时的嗡嗡声,其实是最好听的摇篮曲。😄