这背后的魔法棒,就是工业分离。不是简单筛两下,而是从一堆黑乎乎的电池粉里,把锂、钴、镍一个个拎出来,纯度干到99.5%以上。这事儿我干过几年,踩过坑,也激动过。今天聊点干的。
离心机转起来,金属们就老实了
先泼盆冷水:很多人以为电池回收就是把旧电池扔进粉碎机,然后像淘金一样用水冲。完全不是。
真正的核心,在于精确的密度差分离。锂电池正极材料里的钴酸锂、镍钴锰酸锂,平均粒径只有10微米,跟面粉差不多。你用筛子?
堵死。用磁选?导电性太接近。
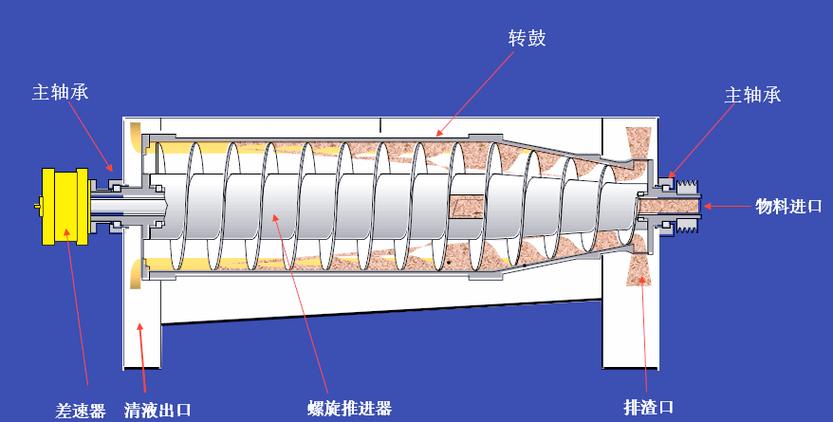
最管用的是卧式螺旋离心机——别被名字唬住,原理其实简单:浆料一进转鼓,高速旋转产生2000G以上的离心力。重的金属氧化物颗粒被甩到外壁,轻的碳粉和电解液残渣留在内层,靠螺旋推料器连续排出。❗ 这里有个关键控制点:差异转速。调快了,出渣含水率飙升;调慢了,分离效率直接腰斩。我曾在产线调试时因为变频器参数设错,导致一上午的生产全是废料,那感觉……恼火啊!
说实话,离心分离不是新鲜玩意,但在电池回收领域,它得能抗腐蚀。电解液里的六氟磷酸锂遇水生成氢氟酸,普通304不锈钢两星期就锈穿。现在主流厂家都用双相不锈钢2205,甚至衬塑处理。成本高?确实,但值,因为更换停机一天的损失够买半台新机器了。
分离不是单打独斗:从过滤到膜分离的联合作战
你以为光靠离心就完了?天真了。预处理后的电池黑粉,其实是一锅大杂烩:金属氧化物、导电剂、粘结剂、铝箔碎片、铜箔碎片……
实战路线是这样的:
✔️ 首先得筛分——粗破后用2mm振动筛,把大块铜铝先捞出来,这步看似粗糙,但能大幅减轻后续离心机磨损。
✔️ 随后是分级沉降:通过多级旋流器,利用水力旋流原理,把不同粒径的颗粒先分开。要知道,正极材料磨得细,负极石墨相对粗,混在一起离心效果并不好。
✔️ 真正的高价值分离在湿法冶金段。这里膜分离技术大放异彩——把浸出液里的钴、镍、锰离子分离开,靠的是纳滤膜的电荷排斥效应。二价离子截留率能到98%以上,一价锂离子则自由通过。这可比传统的化学沉淀法干净多了,没那些烦人的铁铝渣。
问:这些分离方法听起来挺复杂,对回收厂来说,一次性投资有多大?
答:小而精的产线,设备投入大概800-1200万。大头在离心机和膜系统。但回本周期短——按处理量5000吨/年算,钴价60万一吨时,一年毛利能破3000万。不过得提醒:别贪便宜买二手离心机,我见过一台翻新机,运行了两天轴承烧了,螺旋刮坏转鼓内壁,维修费直追半价新机。血泪教训。
问:那对于极细颗粒,比如粒径小于5微米的锂铁磷酸盐,离心似乎不好使?
答:问到点上了。磷酸铁锂电池回收的痛点就是这——正极橄榄石结构破坏后颗粒极细,且密度与杂质接近。离心基本无效。这时候得用泡沫浮选,一种从选矿领域借过来的技术。加入捕收剂,让目标颗粒亲气上浮,杂质留下来。不过浮选药剂有污染风险,现在更前沿的是超重力床加高压电场协同,实验阶段,我挺看好。💡
工业分离的未来,是玩“数字孪生”吗?

分离技术发展到今天,机械结构创新空间不大了。新的突破口在于智能控制。传统操作靠老师傅听声音摸振动——别笑,真这样。现在装上一圈传感器,实时采集扭矩、差速、振动频谱,结合进料浓度自动调整差转速。更狠的是建数字孪生模型,用历史数据训练算法,预测螺旋叶片磨损时间,提前排定维护,防止突然停机。
但我不完全迷信全自动。去年一条标杆产线,传感器数据漂亮,偏偏分离效果下降,最后排查竟是进料管里粘了一块陈年老垢,流量分配歪了。所以,人机结合才是王道,不能撒手不管,对吧?
另外,环保压力倒逼分离技术精细化。以前含氟废气直接排放,现在得先用冷凝分离回收六氟磷酸锂,再用碱液喷淋吸收。这一套分离提纯下来,成本上升25%,但能拿到环评门槛,值。
最后聊个趋势:跨行业技术嫁接。比如借鉴食品工业的超临界萃取,用CO?在临界点分离电解液中的有机溶剂,无残留,回收纯度极高。就是设备太贵,暂时只能做高附加值产品。但未来呢?说不准。
说这么多,其实就一句:工业分离不是冷冰冰的机器,它是化学、物理、材料、控制的混合体,搞懂了它,你就懂了循环经济的底层逻辑。干这行,脏,累,但看见源源不断的高纯金属盐从出料口流下来,那份成就感,还真不是坐办公室能比的。