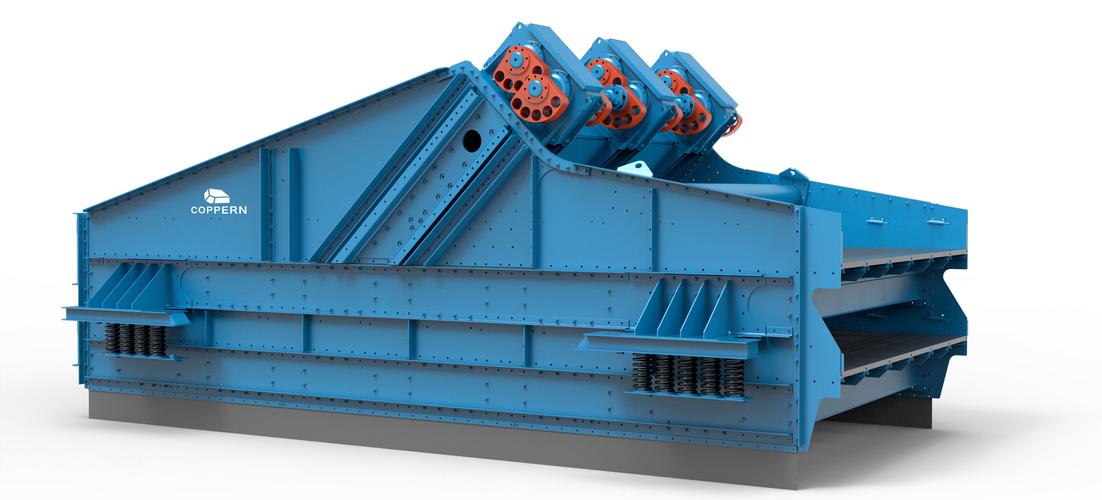
振动筛这东西,看着皮实,用起来却处处是坑。上周去一家砂石厂,老板拍着大腿跟我诉苦:新换的筛子,三个月不到,横梁就裂了!检查一看——激振力调得太大,振幅超标,不死才怪。说实话,国内很多用户对振动筛的认知还停留在“能动就行”,可这玩意儿真要玩转了,学问深着呢。
先抛个观点:买振动筛,千万别只盯着处理量。很多销售会拿这个当卖点——“我们的筛子一小时能过500吨!”——结果呢?筛分效率低得要命,细粒级全跑到了粗料里,后段破碎机负荷蹭蹭涨。✅ 真正的核心是筛分效率与运行稳定性的平衡。
选型踩坑:不是越大越好
我见过最离谱的例子,一家选矿厂用3080型筛子处理细砂,筛面宽度3米,长度8米,听着霸气吧?可实际投产后,物料只在筛面中间1.5米铺开,两侧全闲着,料层厚得筛不透。❗ 为什么?因为给料分布不均,筛面宽度必须匹配给料宽度。后来改成2060型,宽度2米,处理量反而上去了。
选型时一定要算单位筛分面积处理量,不是整机处理量。黏湿物料还得考虑筛网开孔率,别信厂家样本上的“理想工况”——那全是干的石灰石。
激振力与振幅:被玩坏的两个参数
激振力大小决定振幅,振幅决定物料抛起高度。很多人觉得“振得猛就筛得快”,于是把偏心块调到最大。结果呢?筛体开裂、轴承烧毁、地脚螺栓松动……💡 其实,振幅过大会让颗粒在空中飘太久,反而减少与筛网的接触次数,效率不升反降。
根据经验,粗筛振幅8-12mm,细筛4-6mm就够了。激振力得通过振动强度K值来反算,K=振幅×(2πf)²/g,一般K在4-6之间。超过6,设备寿命急剧缩短。不过话说回来,有些振动筛设计先天不足,比如用圆振动筛去处理长条形颗粒,筛孔方向不匹配,振幅再大也白搭。
问:怎么判断振幅是否合适?
答:在筛体侧板上贴一张白纸,用笔画一条水平线,开机后目测振痕。如果出现双振痕,多半是弹簧刚度不均或激振器不同步。也可以买个数显测振仪,几十块钱,测垂直和水平方向振幅值,一目了然。别信“手感”——我见过老工人把手放筛框上凭经验说“嗯,挺振的”,结果一测,振幅超标两倍。
筛网堵塞?试试这招“反向思维”
筛网堵孔,简直是振动筛使用者的噩梦。遇到黏湿物料,筛孔能被糊得严严实实。传统做法是加弹跳球、用聚氨酯筛网,或者加大振幅。可有时恰恰相反——💡 略微降低振幅,同时增加筛面倾角,让物料加快流动,反而不堵了。
原理很简单:振幅大,物料抛得高,落下来冲击力大,更容易把黏性颗粒“砸”进筛孔里。减少振幅,物料贴着筛面滑过去,虽然筛分时间变短,但总比堵死强。当然,这只针对极端情况。日常预防,一定要装筛网自动清洗装置,比如超声波清网或者高压水喷淋。
问:筛网寿命短,除了材质还有啥原因?
答:张紧度!筛网没绷紧,二次振动剧烈,几个月就磨穿。检查方法:用拳头锤击筛面中心,如果像敲鼓一样弹跳,说明张紧正常;如果闷响不振,赶紧调张紧螺栓。另外,千万别用普通钢板做撑网骨架——磨蚀快不说,还可能把筛网硌破。用尼龙或橡胶条。
维护玄学:听声辨位与螺栓哲学
干机械的都喜欢“听声辨位”。振动筛正常运行时声音平稳、浑厚,带点韵律感;一旦出现尖锐的“咔哒”声,八九不离十是轴承保持架碎了;低沉的“嗡嗡”声,可能是地脚松动或弹簧断裂。❗ 必须每周巡检,但别只靠耳朵——用手摸轴承座温度,温差超过15℃立即停机查对。
螺栓松动是振动筛的慢性病。常规的防松螺母、双螺母在长期高频振动下都会松。💡 我们车间后来全改用了施必牢防松螺纹,或者打螺纹胶,再配上扭矩扳手。关键部位,比如激振器与筛体的连接螺栓,扭矩必须严格按设计值,过紧过松都会引发疲劳断裂。
说个真事:某厂振动筛激振器摔了,原因就一颗M20螺栓疲劳断裂。事后分析,这螺栓用了两年没换——其实高强度螺栓在振动环境下是有寿命的,建议每3000小时更换一次,成本不高,却保平安。
写到这里,忽然想起还有些话得提醒:振动筛的隔振弹簧必须成组更换。坏一个就换一个?那会导致四个支撑点刚度不均,筛体扭振,最后横梁撕裂。我曾为这事跟采购部门吵过架——他们就图省那几百块钱,结果搞坏了一套筛框,亏大了。
振动筛看似粗笨,实则精细。那些能用十年不坏的老设备,背后都是懂行的师傅在默默调校。选型、调试、维护,每一步都藏着经验和教训。希望我这通唠叨,能帮你少走点弯路。