干这行十五年,踩过的坑比走过的路还多。今天聊点实在的——工业冷冻干燥设备,选不对,用不好,轻则费钱,重则整批物料报废。别指望厂家销售能告诉你全部真相,他们只管卖机器。
先说个真事。去年一家药厂上马冻干生产线,花大价钱买了某进口品牌,结果发现冻干曲线跟实验室小试完全对不上,成品塌陷。最后查下来,是搁板导热油温差超出标准两倍。厂家默不作声,只能认倒霉。这种教训太多了。
冻干工艺的核心——搞清楚你的物料特性
很多人一上来就看机器参数,什么真空度、冷阱温度,却忽略最基础的一点:你的物料到底需要怎样的冻干条件?
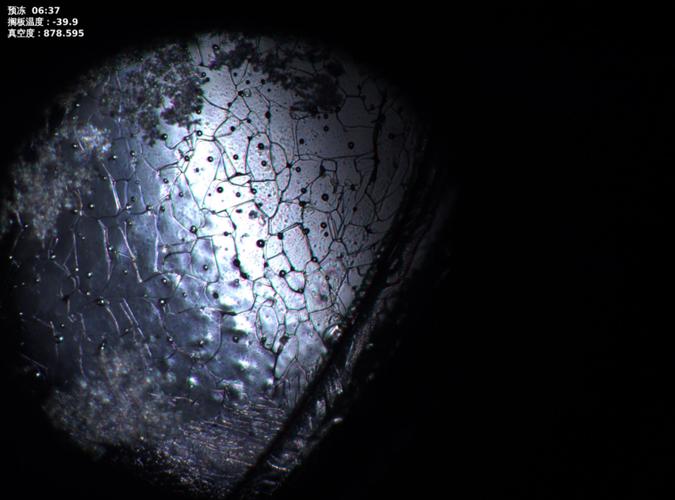
举个栗子,某些含糖量高的食品,共晶点低得离谱,-35℃都没完全冻结实,升华干燥阶段一升温,内部结构就崩塌。你必须先做热分析,DSC或者冻干显微镜观察,找到真实的塌陷温度。这步省不了。见过太多人拍脑袋定工艺,结果冻干出来的蛋糕缩成硬块,那根本不是冻干,是烘干。
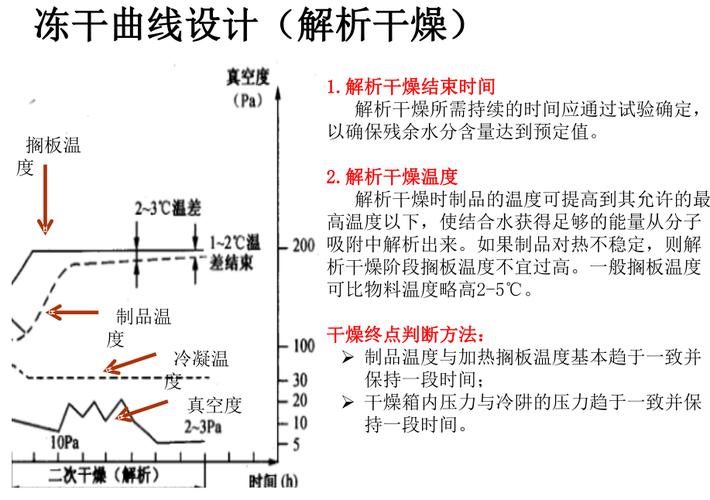
另外,冻干曲线不是一成不变的。解析干燥阶段温度爬坡速率、真空度控制精度,对最终含水量影响极大。我常跟团队讲:别相信设备预设的程序,那只是参考。你必须根据每批物料的初水分、装载量去微调。这需要经验,也依赖设备控温系统的响应能力。
设备选型,别被参数忽悠了

现在市面上的冻干机,价格从几十万到上千万,宣传册写得花团锦簇。但有几个关键点,销售不会主动告诉你。
第一,冷阱极限温度。-80℃听着很牛,可实际捕冰能力够吗?冷凝器的结霜速率、盘管设计、化霜效率,直接决定你能不能维持稳定的真空度。我见过一台所谓极限-85℃的冻干机,处理稍大的水负荷,真空度就开始波动,升华界面后退不均,产品上下层差异巨大。
第二,搁板层间温差。医药冻干要求±1℃以内,但很多工业级设备标称±2℃,实测可能到±4℃。这对热敏物料是致命的。采购前一定要求做搁板温度均一性测试,带第三方校验。

问:买冻干机,应该先看什么参数?
答:说实话,别先看参数。先明确你的生产批次量、物料形态、冻干后水分要求。然后去找有同样物料成功案例的厂家,直接看他们的实际运行数据。参数上,捕水量(kg/批)和极限真空度衰减率比冷阱温度更关键。还有,一定要问清楚压缩机的品牌和维保周期,有些低价机器用二手压缩机,后期修死你。
问:小型试验机数据能直接放大到生产吗?
答:绝对不行。实验室冻干机通常用辐射加热,工业大型机是接触传导,热传递方式完全不同。搁板负载率、边缘效应、蒸汽迁移路径都会变。必须做至少一次中试放大,而且要用同批号的搁板和密封结构。我见过太多人直接套用试验曲线,结果生产冻干周期延长30%,这还算好的,严重的整批塌陷报废。
从安装调试到日常维保,少走弯路
安装是很多人忽视的环节。冻干机对地面平整度、冷却水系统、供电稳定性要求很高。尤其是真空泵组,必须单独地基减震,不然共振会导致真空规读数飘移。另外,洁净室对接方案要在设备进厂前确定,否则后续改造非常麻烦。
日常维护,重点盯住真空泵油。油乳化是常见故障,根源往往不在泵本身,而是抽气管道排水不完全。每次化霜后,必须用干燥氮气吹扫冷阱和管道,再抽空至极限真空,确认升压率合格。这小细节省下大维修费。

真空度上不去?多数情况不是泵坏了,而是密封圈老化或阀芯卡滞。定期涂抹耐低温真空脂,检查气动阀动作是否正常。另外,清洗搁板时千万别用钢丝球,细微划痕会影响导热均一性——别问我怎么知道的。
冻干行业水很深,很多经验靠口口相传。今天这份心得,希望能让同行少交些学费。毕竟,一套可靠的冻干系统,背后是真金白银和无数次的试错。如果你有不同看法,或者更妙的招数,欢迎拍砖交流。