干我们这行,谁还没被打磨工具坑过几次?
我至今记得刚入行那会儿,拿着一台廉价角磨机去处理一批不锈钢焊缝,结果——表面烧得乌漆嘛黑,划痕深得像猫抓,工件直接报废。心疼得我好久没缓过来💔。后来才明白,打磨这事,选错工具比手艺差更致命。今天就跟大家掏心窝子聊聊打磨工具,不讲虚的,全是从车间里摸爬滚打出来的教训。
说实话,很多人以为打磨就是拿个砂轮蹭一蹭,但真实的工业表面处理,是一门需要算计到微米级的手艺。你想,一块冷轧板,原始粗糙度Ra可能0.8,客户要求Ra0.2,甚至镜面——这中间的鸿沟,全靠打磨工具和磨料来填平。而市面上从几百块钱的手工打磨机到几十万的自动化磨床,参数多到让人眼花。怎么办?往下看。
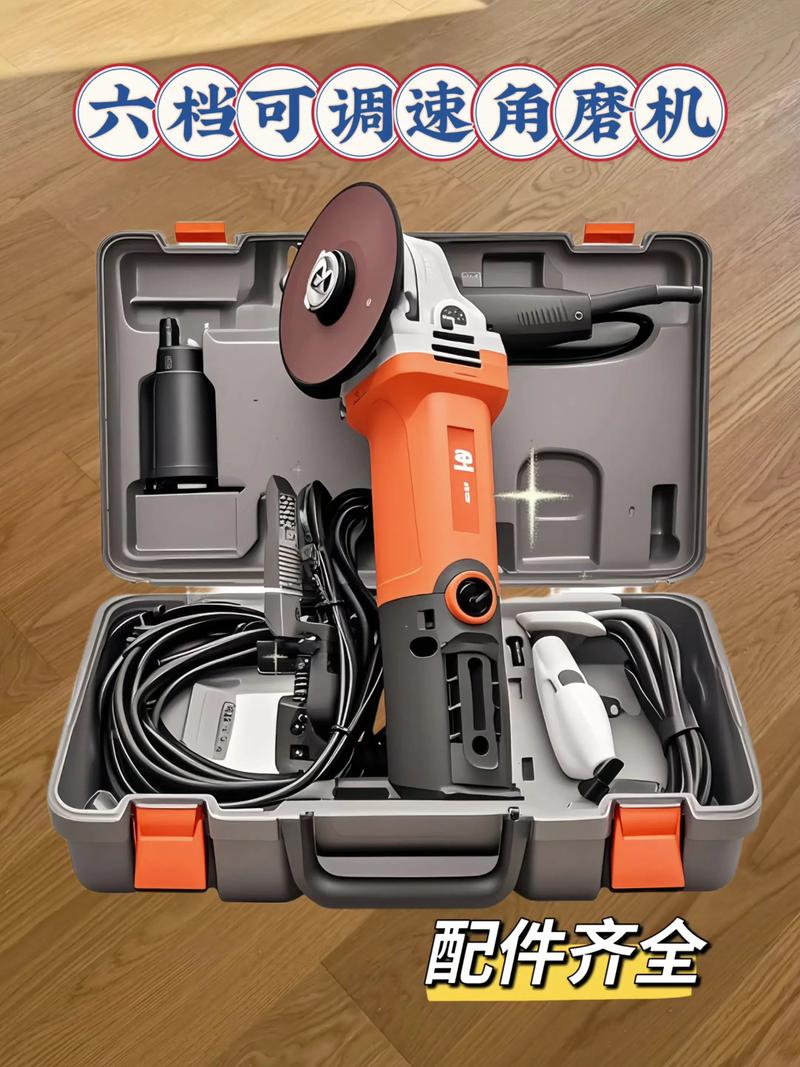
角磨机:不是万能,但有巧用
角磨机大概是车间里最眼熟的东西了。便宜、便携、配件海量。但它的本质问题——转速奇高,普遍在10000转/分钟以上。高转速意味着两点:一是热量积聚快,不锈钢板材薄一点就变形给你看;二是很难控制材料去除率,一不小心就磨过头。我见过有伙计用角磨机配百叶轮去修整钛合金焊疤,结果零件表面出现富氧层,硬度陡增,后续车削直接崩刀。血的教训啊!
不过话说回来,角磨机在粗磨和焊缝清理上确实无可替代。尤其配合纤维磨片,去除余量的效率嘎嘎高。我的经验是:能调速的一定要买带调速功能的,低速档配合绒砂纸片,居然还能搞出半精加工的效果。对了,别忘了安全——护罩别拆,眼睛防护必须到位,角磨片炸裂的事故每年都不少见。

砂带机:被低估的表面处理利器
如果说角磨机是蛮牛,砂带机就是巧匠。很多人轻视它,觉得只是个“打磨木板”的玩意儿。大错特错❗ 我前年接了一批医疗器械外壳,304镜面要求,试了抛光轮、羊毛毡,总是有橘皮纹。最后用了一台变频调速的湿式砂带机,从80目逐步磨到800目,再用布轮一抛,镜子一样平整。那一刻真想跪下来感谢它。
砂带机的核心优势是线速度稳定、磨削热分散。因为砂带是循环的,每条磨粒只有瞬间接触工件,散热快,不容易烧伤表面。而且市面有各种背基的砂带——纸基、布基、聚酯薄膜基,针对不同材质。比如打磨钛合金就必须用超级涂层砂带,否则当即糊住。还有一个小窍门💡:湿磨时在水里加点防锈剂和润滑液,砂带寿命能延长一倍以上,粗糙度还能降一档。

磨料:那些被忽略的决定性因素
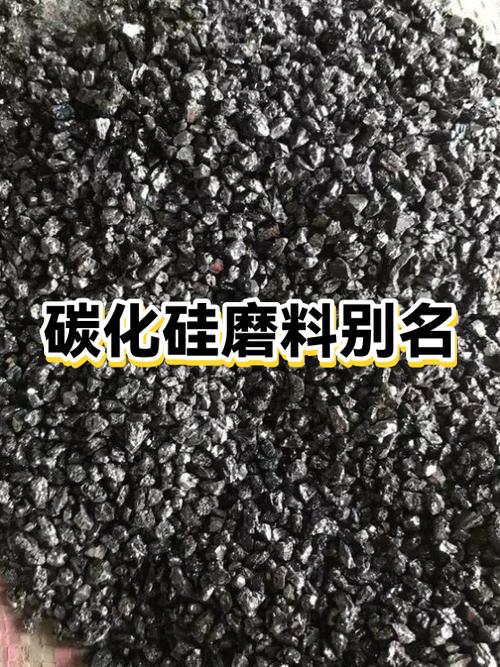
聊打磨工具,不提磨料就是半吊子。很多新手以为“砂纸嘛,数字越大越细”,但不知道磨料种类才是鬼门关。碳化硅适合有色金属和非金属,氧化铝对付钢铁,陶瓷磨料则是超硬材料的克星。更别提那些带特殊涂层的——比如硬脂酸锌涂层,能防堵塞,磨腻子或铝材时简直是救星。
有一次我磨一个大型铸铁平台,平面度要求0.02mm/m²,用的是金刚石磨盘。结果发现磨削力太大,工件发热拱起。换成立方氮化硼(CBN)磨条,加上间歇进给和充分冷却,才稳住了精度。所以,磨料与基体、结合剂的匹配,真要写本书。但记住一点:磨料的锋利度和自锐性,直接决定你的效率与表面质量。
问:角磨机与直磨机到底该怎么选?
答:这问题我被问了不下百遍。简单说,角磨机适合平面和开放式曲线,比如焊缝磨平、倒角;直磨机(也就是模具电磨)则适合内腔、深孔、角落,尤其是修模。直磨机转速更高(有的六万转),可以夹持小磨头,配旋转锉也能干粗活。但直磨机扭矩小,压狠了停转,操作要有点技巧。我通常建议:如果是复杂型面、孔洞多的工件,先上直磨机;大面磨削,老老实实用角磨机或砂带机。预算够就都备着——工具是工人的牙齿,少一颗吃饭就不香。
问:为什么打磨后表面总是发黑或带振纹?
答:发黑基本是过热氧化,尤其是磨不锈钢、钛合金时没有充分冷却,或者磨粒钝化后还在硬磨,摩擦热使表面生出一层氧化膜。解决方法是:降低转速、使用冷却液、及时更换磨料。振纹则多半是工具平衡性问题,或者进给不均匀。角磨机的振纹往往因为砂轮片不同心,换好点的轮子试试;砂带机振纹可能是张紧力不够或带子接头不良。实在不行,检查一下机器轴承,该换就换。别舍不得那点小钱,废件更贵。
安全与健康:尘肺不是开玩笑的
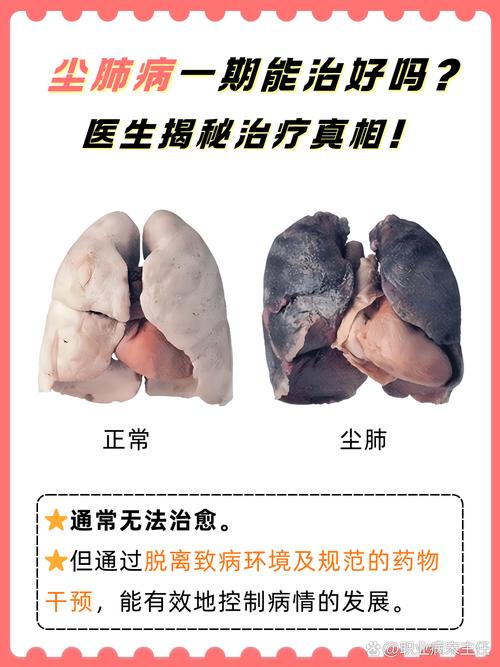
忍不住要多唠叨几句。打磨产生的粉尘,尤其是金属粉尘、树脂粉尘,吸入肺里不是闹着玩的。我见过老前辈退休后咳个不停,肺部阴影,后悔晚了。所以,集尘系统或者至少强力吸尘器必须配上,口罩戴N95以上,护目镜别摘。打磨噪音也凶猛,长期在95分贝环境下,听力迟早完蛋。耳塞或耳罩,几十块钱保你后半辈子不耳鸣,值不值?
回过头看,打磨工具这个行当,真不是拿起就干。它需要理解材料、理解磨削机理,更需要对工具本身的尊重。有时候看着一台老旧的砂带机还在吭哧吭哧出细活,比起那些崭新的花哨设备,反而多了一分信任。你好好待它,它就回报你一个漂亮的表面。下回进车间,别再随便抓个角磨机就上了,花几分钟琢磨一下,省下的是大把返工时间。