材质:你以为都是钨钢?
干了二十年,听过的锯片翻车案例能写本书。最离谱的一次,新锯片上机三刀就冒烟——知道吗,那玩意儿切不锈钢跟切豆腐似的,但刀头居然是回收料压的,钴含量低到连光谱仪都测不出来。💡硬质合金锯片,核心在碳化钨颗粒和钴粘结剂的比例。钴少了,硬但脆,容易崩齿;钴多了,韧但软,磨损快。说实话,市面上标“钨钢”的锯片,不少是拿低钴粉末糊弄人,成本差好几倍呢。
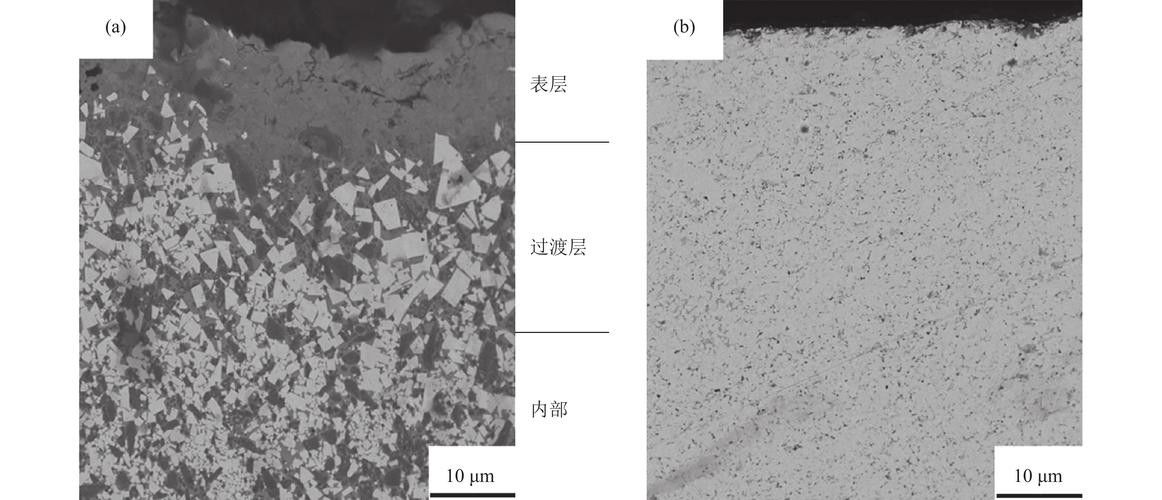
好锯片的刀头,微观结构像细密的蜂窝,颗粒度均匀——你拿放大镜都看不出孔隙。垃圾货呢?坑坑洼洼,切铁板时直接崩成麻子脸。所以啊,别光看标称硬度,那玩意儿虚的。真正靠谱的,上切割机听声音:优质的锯片切入材料时是轻快的“嘶嘶”声,不会尖叫,不会发闷。
有次采购贪便宜,买了批标着“欧洲工艺”的锯片,结果用起来火花四溅,切口跟狗啃似的。拆下来一看,刀头烧蚀发蓝——典型的钴流失,高温下粘结相先软化了。后来换了牌号K10的细颗粒钨钢,切割304不锈钢,一片能干两千刀,寿命翻了三倍。❗记住,切不同材料得用不同牌号:铸铁、不锈钢、铝、黄铜,配方天差地别,混用就是烧钱。
齿形:别被花哨的名字骗了
“平齿”“梯平齿”“左右齿”“负前角齿”——新手看了直接懵圈。但老手只盯两点:前角角度和齿槽形状。左右齿最通用,切木料、铝材都行,因为交替斜磨,排屑快。梯平齿专为金属切割设计,倒角强度高,不容易崩刃,但进给必须狠,轻切反而黏刀。💡负前角齿就厉害了,前角负个5到10度,能塞进不锈钢、淬火钢这类韧材料,切削力大但抗震性一流。
说个血泪教训:有次客户非要拿80齿锯片切铝板,结果糊得满齿铝屑,锯片直接废掉。为啥?齿槽太浅,排不出屑,摩擦生热瞬间软化铝,粘上去就摘不掉。后来换成12度正前角、大槽深的专用锯片,立马顺滑。所以齿数不是越多越好,薄壁管材用少齿,实心棒料用多齿,中间还有个“每齿进给量”的黄金参数。我一般先算:锯片转速(m/s)除以齿数,再乘进给率——低于0.03mm/齿,基本干磨,齿尖温度爆表。
问:切割铝板到底用多少齿的锯片?
答:别只盯齿数!铝板散热快但软黏,一般80到120齿就够了,但核心是齿形必须为TCG(梯平齿)或者带修边的左右齿,前角15-20度,还得带侧隙,不然分分钟粘刀。我手头这台锯,切3mm铝板用100齿梯平齿,浇点微量润滑油,切口光洁度跟铣出来似的,毛刺都没有。
保养:大多数人都在瞎磨
锯片钝了怎么办?九成老板直接换新的。实话告诉你,一片中高档硬质合金锯片,至少能重磨4到6次,研磨成本才新片的十分之一。但修磨不是随便找台砂轮机蹭两下!齿尖角度差0.1度,切割时就是共振和偏摆。见过最夸张的,修磨后的锯片径向跳动有0.5mm,一开机主轴都在抖——那家伙还抱怨“修磨没啥用”,气得我直接把跳动仪拍他脸上。

专业修磨得用五轴CNC磨齿机,固定锯齿前角、后角、倒角一次成型,确保每个齿一模一样。❗我自己送修磨厂,先看他们机器有没有自动校准,磨得准不准拿千分表一测便知:齿顶高差必须控制在0.03mm内,齿根圆角不能磨伤。另外,别等锯片钝成秃头才修,那样得磨掉更多料,寿命反而短。我一般在后刀面磨损带宽度超过0.2mm时就送去,磨一次能恢复初始寿命的九成。
问:锯片切几下就发黑冒烟,是质量问题吗?
答:不一定,八成是使用参数错了。发黑说明切削温度过高,要么速度太快,要么进给太慢,要么没润滑。比如切普通钢材,线速度建议控制在60-80m/min,每齿进给量不低于0.05mm。检查一下锯片是否偏摆,刀尖是否发蓝——发蓝就是高温回火,硬度已降,赶紧修磨。另外,有些材质必须湿切,比如不锈钢,加点乳化液,温度立马降下来。
说来说去,选锯片是个组合决策:材质、齿形、机床刚性、冷却条件,缺一不可。别信销售吹的天花乱坠,拿回去试切几刀,看振纹、摸刀尖、听声音,比什么参数都管用。毕竟,刀尖上那几微米的磨损,决定的是整条生产线的良品率。