入行那会儿,带我的老师傅叼着烟说了一句——“旋风除尘器,越简单的东西越容易踩坑。”当时不以为然,后来被现实抽了好几个大嘴巴子,才回过味来。
原理图上看不到的玄机
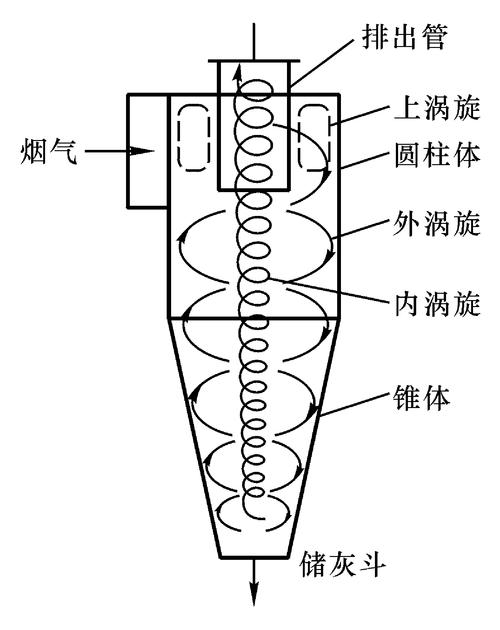
书上画得清清楚楚,含尘气体切向进入,旋转,离心力把颗粒甩到壁面,集到灰斗。多简单。可是!到了现场,你会发现那套理论值几乎没有一次能对上。入口风速稍微不对,整个效率就垮给你看。还有那要命的压降,稍微高点,风机就喘得不行。
有一次我们给一个饲料厂做配套,理论计算除尘效率能到95%,结果实测连85%都勉强。查来查去,竟然是灰斗卸灰阀漏风!就那么一点点负压把灰斗里的细粉又重新卷上去,前头离心力白忙活一场。你说气不气人?说实话,当年我刚开始设计一个喷砂车间的除尘系统,选了旋风,结果效率太低,后头布袋除尘器糊袋。厂商推卸责任说我前处理没做好。其实根本是入口风速没给够,粉尘离心不出来。后来改成双级旋风,牺牲点压降,总算稳住了。
选型不看这些细节,活该吃亏
好多采购只看处理风量、除尘效率两个参数。说实话,这两个数值在没给定入口粉尘粒径分布、温度、湿度的情况下,就是耍流氓。厂家标称99%,那是用特定目数的滑石粉在标准风速下测的。你实际粉尘要是几十微米以下占大半,能到90%都算烧高香。
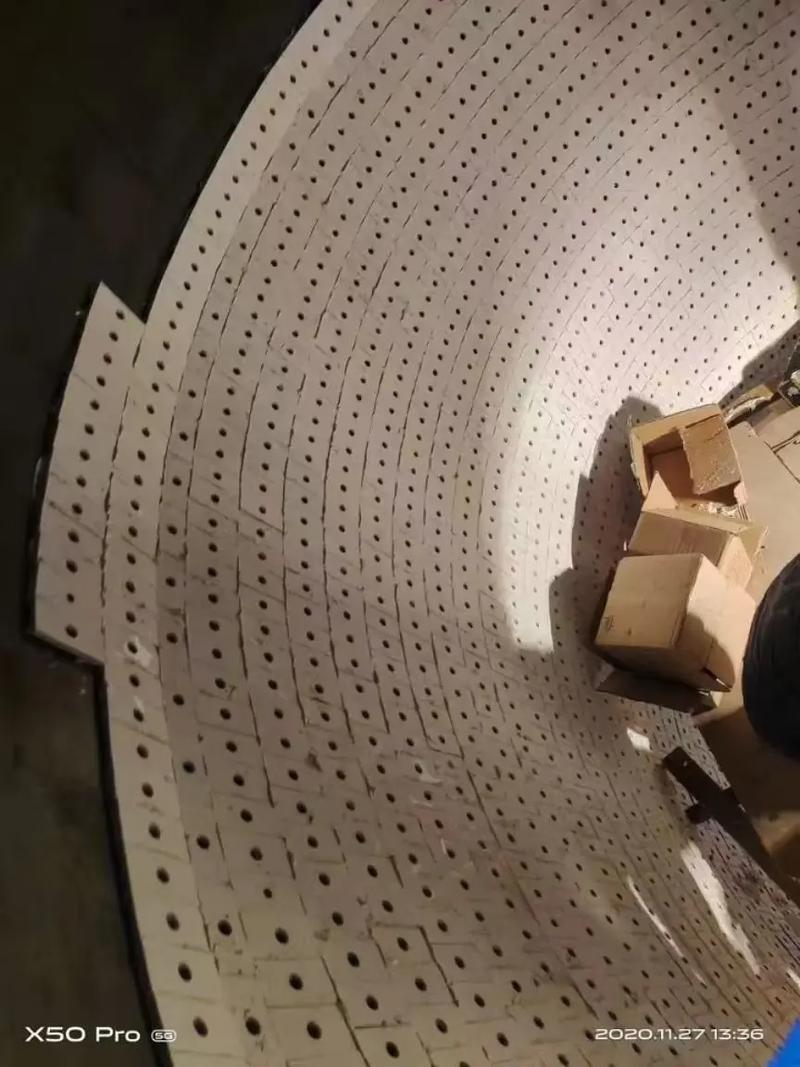
另外,锥体角度有讲究。常见的一般在13-15度。角度小了利于粉尘下滑,但容易堵;角度大了,粉可能滑不下去,积在壁上,造成磨损。尤其是磨琢性强的粉尘,比如石英砂,锥体底部不装耐磨衬里,用不了多久就穿孔。我们厂有台设备,三个月就把6mm钢板磨穿了,那漏灰场面……不说了。有次看到一个同行,为了省成本,锥斗居然用普通Q235,还没衬板。三个月穿孔,粉尘到处跑,车间跟下雪一样。工人骂娘,环保罚款。唉,图啥呢。
还有进出口的型式,是直切式还是蜗壳式?直切式简单,但压损大,而且容易产生二次涡流;蜗壳式压损小,效率也稳定些。不过价格嘛,肯定贵一截。所以怎么选?看工况。要是粉尘浓度不高、粒径偏粗,追求性价比,直切式也能用;如果粉尘细、风量波动大,老老实实上蜗壳。
问:为什么我用的旋风除尘器排放总超标,换了几个厂家的都不行?
答:可能不是除尘器本身的问题。检查风管系统,特别是管道流速。如果主管道流速过低,粉尘提前在管道里沉降,进了除尘器反而因为浓度低、颗粒小,效率上不去。还有,是不是并联了多台旋风子?风量分配不均,有的超负荷,有的像在睡觉,效率能好才见鬼了。
维护那些反直觉的操作
旋风除尘器结构简单,维护就松懈。很多人觉得“没活动件,不用管”。错!致命的是卸灰系统的漏风和堵塞。要是回转卸灰阀卡了,或者星型卸灰阀叶片磨损后间隙加大,漏风率飙升。漏风5%,效率跌一半!不是夸张,有实测数据的。所以定期检查卸灰阀的密封性,比什么都重要。
问:旋风除尘器可以处理高温烟气吗?
答:可以,但有限制。普通碳钢的,长期使用温度建议不超过400℃,而且要考虑高温下材料强度的下降和热膨胀。我们遇到过某个项目,烟气温度突然升到480℃,结果除尘器壁板都红了,焊缝撕裂。如果源头温度高,要么前置降温措施,要么用耐热钢。另外,高温下粉尘的粘附性可能增强,更容易堵锥斗。
还有个歪招,对于某些粘性粉尘,比如炭黑,可以在锥斗外壁装个振打器,定时敲一敲,防止挂壁。不过别敲太狠,结构受不了。
说到底,旋风除尘这东西,理论指导方向,细节决定生死。别迷信参数,多去现场摸摸工况,听听风机声,查查灰斗漏不漏风,比啥都强。多少次半夜被叫到厂里抢修,不是灰堵了就是磨穿了,教训买得够够的。你说呢?