上个月去山东一家化工厂,车间主任老刘拉着我诉苦:“去年上的那套废气处理系统,RTO,三天两头出毛病,天然气耗得我心肝颤。” 我一看运行记录——燃气温烧值就没低于过800℃,排放倒是达标,可这钱烧得……唉,真替老板心疼。说实话,做了十几年废气处理工程,这种场景见太多了。很多厂子选技术时只看风量,什么风量就配什么炉,对吧?大错特错。
先抛个观点:对于高浓度且风量不稳定的VOCs废气,催化燃烧(CO)往往比蓄热氧化(RTO)更适用——但前提是你得玩转催化剂这个“娇气的宝贝”。不然?等着催化剂中毒,换一炉子几十万又打水漂。这事儿,没处说理去。

RTO的痛,用过的人才懂
RTO,蓄热式氧化炉,原理是把有机废气烧到760℃以上,分解成CO₂和水。热回收率是挺高,可达95%,但这玩意儿有个死穴——怕低浓度、怕湿度、怕腐蚀性气体。比如含氯废气,进去就生成盐酸,腐蚀蓄热陶瓷,换一次蓄热体?十万起步。而且,RTO炉膛温度必须恒定在800℃左右,一旦来气浓度波动大,就得补喷天然气。老刘的车间因为间歇生产,废气浓度忽高忽低,RTO就像个无底洞,每天烧掉上千方气。更别提那些硅氧烷,高温下结块堵蜂窝陶瓷,半年就得清一次,人工钻进去清理,热得要命!
不过话说回来,RTO也并非一无是处。处理大风量、低浓度废气,而且浓度稳定的时候,它的确皮实耐操。但现代工业,工艺变化快,排放工况复杂,得换个思路。
催化燃烧:让废气在300℃“优雅”分解
催化燃烧,核心是催化剂,让VOCs在较低温度(250-400℃)下氧化。没有明火,安全系数高多了。能耗呢?比RTO低30%-50%,这个数据来自我经手的七八个项目,实打实的。比如涂装线废气,风量20000m³/h,甲苯、二甲苯浓度1500mg/m³左右,用催化燃烧,预热到300℃之后就几乎无需辅助燃料,自持燃烧。
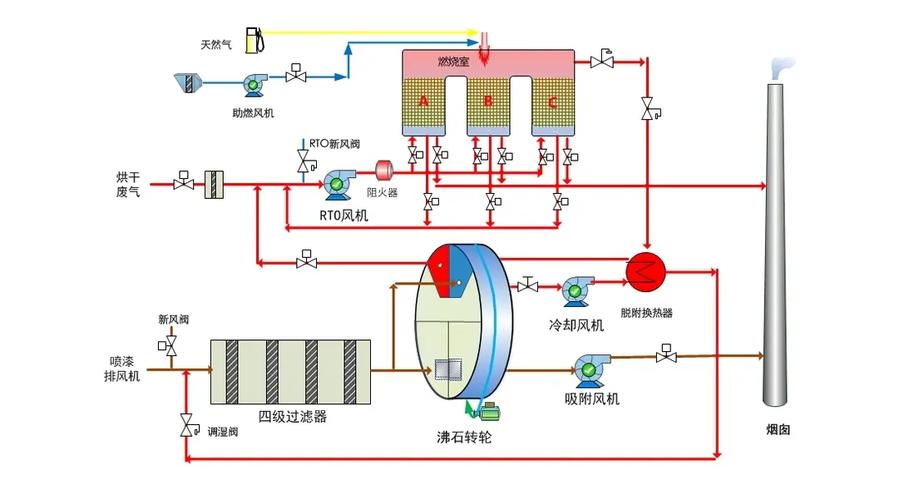
但是!催化剂太挑食了。含硫、含卤素、高粉尘、硅油……都能让它中毒失活。所以前处理必须狠。我一般会建议在催化床前加干式过滤再配沸石转轮,把颗粒物和难分解的大分子截下来。这套组合拳打下来,排放浓度稳稳低于30mg/m³,完全满足国标GB 37822-2019。而且没有二次污染,不像活性炭吸附脱附还得处理废炭,又是一笔危废处置费❗
有些同行迷信进口催化剂,贵得离谱。其实国产的贵金属蜂窝催化剂,铂钯负载,寿命能做到8000小时以上,只要别乱操作。我们有个项目,催化剂用了快三年,活性还杠杠的。关键就是控制好入口工况,别把催化剂当垃圾桶什么都往里吹。
QA环节:这些坑你踩过吗?
问:我们厂废气里含有少量二氯甲烷,能用催化燃烧吗?
答:千万别!二氯甲烷燃烧会产生HCl,酸性环境会使催化剂快速失活,而且腐蚀下游设备。这种情况,我强烈建议先用前端冷凝回收二氯甲烷,剩下尾气如果量不大,用活性炭吸附也行,或者考虑高温氧化,但选RTO也要用特种防腐材料。总之,含卤废气是催化燃烧的禁区。
问:上了催化燃烧装置,运行成本比RTO到底省多少?
答:这得看工况。假设风量20000m³/h,废气浓度3g/m³,年运行8000小时。RTO的天然气耗量大概20-30m³/h,按气价3元算,一年燃气费就得50-70万。催化燃烧在浓度达到1.5-2g/m³以上就能实现自持,燃气费可以忽略,主要是电耗和催化剂更换费用。催化剂按三年一换,一次30万,折合每年10万。加上电费一年十来万,总运行成本30万左右,省一半。当然,如果废气浓度太低,催化燃烧也得补热,优势就没那么大了。所以,技术选型必须基于连续运行数据,不能拍脑袋。
问:各种催化剂怎么选?贵金属和稀土非贵金属哪个好?
答:贵金属(铂、钯)活性高、起燃温度低,适合苯系物、醇类、酯类等常见VOCs,但不耐硫。稀土非贵金属便宜,耐硫性好一点,但起燃温度高,适合特定工况如含硫废气。选型时要让供应商提供工况测试报告,别信口头吹嘘。我吃过亏,某项目用了非贵金属,结果起燃温度比承诺的高了50℃,害得我们额外加了电加热器,电费飙升。
运维的魔鬼细节
催化燃烧你以为装好就万事大吉?太天真。运维里门道多着呢。催化剂怕水,废气预处理一定要除雾,特别是含高湿度的发酵废气、烘干废气。别问我怎么知道的,一次停机检修没关阀门,湿热气体倒灌进催化室,蜂窝陶瓷表面挂满冷凝水,第二天启动温度升不上去,拆开一看催化剂表面白斑点点——部分活性组分流失了。那个惨。
再有就是升温速率。急脾气不行!催化剂床层升温必须平缓,每分钟不超过2℃,否则热应力会损坏载体。我见过操作工为了赶时间,直接把电加热功率拉到最大,结果载体开裂,一个二十万的催化床报废。现场气得我想骂人。✅ 所以,操作规程必须上墙,严格培训。
还有,定期做催化剂活性评估,不能只看出水浓度。用便携式燃烧效率分析仪测一下转化率,低于95%就该考虑再生或者更换了。再生就是把催化剂送回厂家高温复活,但次数有限。
政策与趋势:废气处理不是应付检查

现在环保督察越来越狠,在线监测立马查你超标。废气处理装置不能成为摆设。有些企业为了省钱,把催化燃烧当幌子,平时不开,检查时才开——这种套路早晚翻车。💡 我的建议是把废气处理当成生产工艺的一部分,甚至能回收热量,实现节能减排。
展望未来,催化燃烧正朝着低温等离子体协同催化、生物滴滤+催化等组合技术发展,处理更复杂的恶臭气体。但对于机械制造业的涂装、印刷、化工等常规废气,经典的催化燃烧依然是最佳实践之一,只要你别拿它当万能药。
最后送句话:搞废气处理,没有最牛的技术,只有最合适的组合。别跟风,多看现场,多蹲点,数据说话。