说实话,做机械加工二十年,最怕的不是机床趴窝,而是一颗小小的螺丝钉。你信不信?真的。好几年前,一台价值上百万的加工中心,拖板突然抖动,精度全无。查了一整天,最后发现——地脚螺栓松了。就几颗M16的螺栓,采购部图便宜换了批次,硬度不够,螺纹配合也差。当时那个火大啊。💢
选型之痛——那些年我们用错的紧固件
工业紧固件这玩意儿,看着简单,坑却最多。刚入行的时候,我也以为8.8级和12.9级无非是数字不一样,能拧上去就行。直到有一次,一台冲床的连杆螺栓断裂,飞出来的半截螺栓差点打穿防护罩。事后检测,该用12.9级的场合,图纸上居然标着8.8级——设计部那个小子刚毕业,照搬了老外的英制标准,换算成公制时没注意强度等级。❗
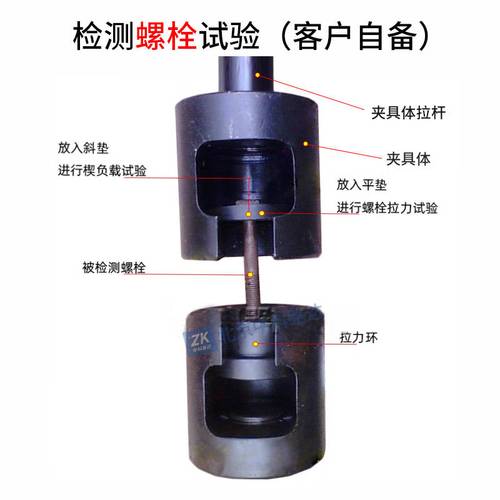
材料是底线。 市面上很多低价螺栓用的是回收钢,打个8.8级激光标,金相一塌糊涂。热处理更是重灾区:淬火不透、回火不足,硬度要么偏低一拧就断,要么脆得离谱。有次我拿了同规格、同表面处理的三个厂家的螺栓做拉力试验,断裂扭矩能差40%。所以现在,关键部位的紧固件,我们自己复检硬度、做光谱分析,不信任任何一张合格证。
螺纹的秘密——不止是拧紧那么简单
螺纹。这东西我研究了十几年,越研究越觉得学问深。普通粗牙、细牙、自攻螺纹、梯形螺纹……选错一个,装配效率、防松性能全得崩。以前我们给客户做一套夹具,用了普通M10粗牙,结果振动台上跑了两小时,螺母退出来一半。后来换细牙,再加尼龙防松圈,安静了。可细牙也有毛病——容易咬死,尤其是不锈钢材质,稍微加点温就粘扣。所以现在重要连接部位,我坚持用螺套,或者干脆换成耐热合金钢。
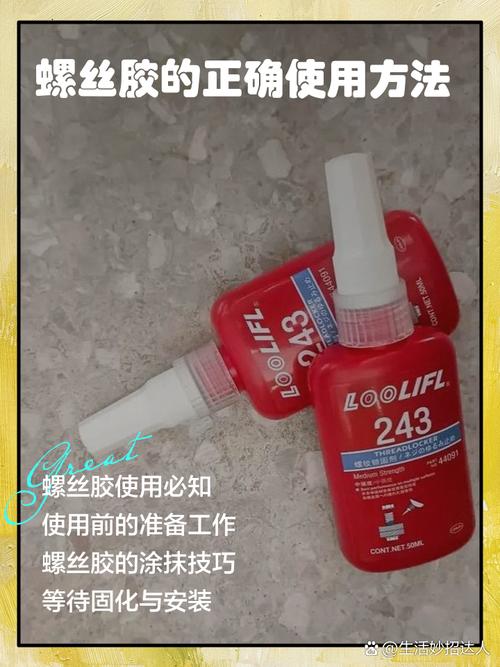
还有螺纹胶的使用。讲个真事:某个装配工把螺纹胶当成润滑脂涂了满扣,扭矩扳手打下去,当时锁紧力完全不对,胶一固化,螺栓再也拆不下来,最后只能破坏性拆除。气得我直接贴了张告示在工具柜上——“螺纹胶不是越多越好!💡”
问:为什么同样规格的螺栓,不同厂家价格差几倍?
答:材料、热处理、表面处理这三样是成本大头。举个例子:M12×50的8.8级螺栓,用优质中碳钢和用回收钢,吨钢成本差一千多;热处理工艺,连续网带炉与箱式炉,均匀性差两个等级;表面镀锌,蓝白锌和环保达克罗,耐盐雾时间能相差200小时以上。更别说那些连螺纹精度都控制不好的小作坊,螺纹中径超差,你拧进去就损伤对手件。所以便宜货,最终贵在维修和停工上。
问:振动环境下,涂螺纹胶和用防松垫片哪个更可靠?
答:看应用。螺纹胶(厌氧胶)对于持续振动、频繁冲击效果更好,它能填充螺纹间隙,防止微小位移。但拆卸力矩大,而且不耐超过150°C的高温。防松垫片,比如碟形垫圈,在温度变化剧烈、需要频繁检修的场合优势明显,安装也快。我的经验是:一般振动设备,低强度螺纹胶够了;重要结构,用螺纹胶配合碟形垫片双保险。别信那些所谓‘永不松动’的炒作,该断的时候什么都挡不住。
库存管理——别让你的一流设备毁在三流配件上

车间里最让我恼火的事:一台进口设备的配套螺栓丢了,维修工从五金市场随便买个‘差不多’的拧上。螺纹旋合长度不够、头部高度差0.5毫米,干涉了都不自知。后来我规定:所有标准件必须按规格、材质、强度等级建库,标识要用钢印,油漆一刷就糊,谁再说‘差不多’我跟他急。✅
防锈也是一门课。高强螺栓发黑处理,库存超过半年就容易生锈,扭矩系数全变。现在我们用气相防锈纸包装,湿度大的车间还得加干燥剂。另外,螺栓别一股脑倒进抽屉——相互磕碰,螺纹划伤,装上去就咬死。用带格子的料盒,每个格子放一种,拿取时带手套,避免手汗。这些细节,省下的设备停机时间折算成钱,一年够买辆不错的车。
还有批次追溯。有一次,同一批螺栓在用户那里出了疲劳断裂问题,幸亏我们记了炉号,召回检测才发现是热处理厂那个月设备异常,导致局部晶粒粗大。没记录的话,只能全换,损失几十万。所以现在每一盒紧固件入库,都绑一个二维码,扫一下就知道来龙去脉。麻烦?是麻烦,但值。
工业紧固件,小东西,大学问。每次站在车间看着一排排设备平稳运转,背后这些螺栓、螺母都在无声地承重,稍有不慎就是大事故。这么多年,我依然对它们保持敬畏。你也一样,别怠慢。