2026-06-04 09:56:43 作者:网编
分类:文章
工业管道?说实话,刚入行那会儿我也觉得这玩意儿不就是几根钢管焊一起嘛。后来被现实狠狠抽了耳光——那些图纸上看起来完美无缺的系统,一到现场就各种幺蛾子。今天不扯虚的,就聊聊那些让老工程师都头疼的细节。
🔧 应力分析不是走过场
你手头有CAESAR II,输几个参数,软件跑一跑,看起来万事大吉。可别高兴太早。我见过最离谱的案例:一个DN200蒸汽管道,理论计算通过,结果投运三个月,支架直接崩了。原因?漏算了冷紧系数,加上现场弹簧吊架安装偏差10mm。就是这么寸。所以每次看到年轻工程师对着电脑屏幕点“Solve”——我都想冲过去喊:工况组合那栏,你填对了吗?
问:为什么我做的应力分析通过,管道还是出问题?
答:软件是死的,人是活的。很多细节藏在边界条件里:摩擦系数取0.3还是0.1,结果差出去一倍。还有,别忘了校核偶然载荷——水锤、地震、甚至风载。我习惯在敏感节点额外补一个手动计算,比什么都踏实。💡
再说个事:高温管道膨胀节选型。波纹管、拉杆型、铰链型…选错了?应力直接超标。有一次我审图,看到有人把轴向型膨胀节用在横向位移上,当场血压就上来了。❗这种低级错误,真不是开玩笑。
 工业管道应力分析弹簧支架实物
工业管道应力分析弹簧支架实物
🚨 焊接与探伤:看不见的杀手
管道后期出问题,焊缝占了一大半。尤其是小口径管,现场氩弧焊打底,手把焊盖面,工人手抖一下,根部未焊透就够你喝一壶。我们一个项目,试压时18MPa,一道环缝直接开裂。超声波探伤?之前居然做过,报告合格——后来切开一看,缺陷在热影响区,刚好被误判成母材回波。所以说不要迷信UT报告,必要时RT复验,花那点钱绝对值得。
问:工业管道探伤比例怎么定?100%就绝对安全吗?
答:按规范走,GC1管道100%射线检测,但规范只是底限。我一向建议:介质危害性越高的,比例只升不降,哪怕设计说5%就够了。另外,检测时机也关键,不锈钢管道热处理后必须重新PT,别省这一步。✅
还有,焊材管理。焊条烘干、保温筒温度…这些小细节,现场工人最容易糊弄。你问他“烘焙曲线记录呢”?多半给你支支吾吾。我现在的做法是,直接蹲点烘箱旁边,亲眼盯着,不然迟早出篓子。
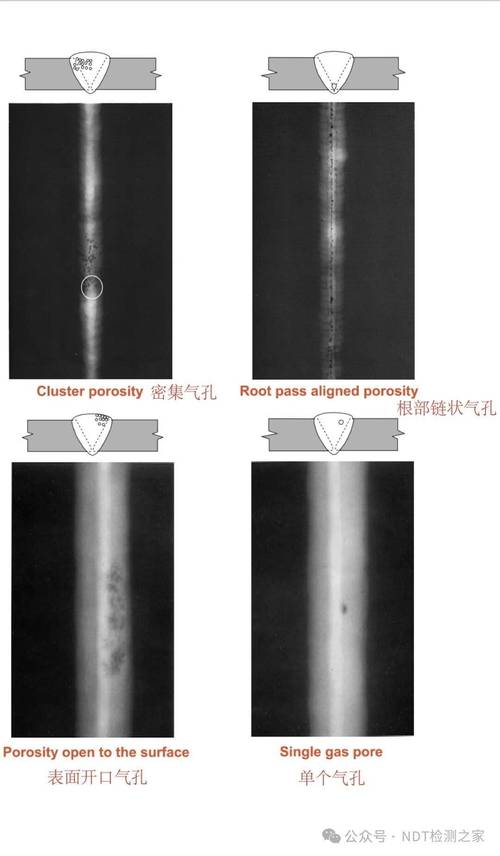 工业管道焊缝射线检测底片缺陷
工业管道焊缝射线检测底片缺陷
💸 材料代用:省下的钱迟早加倍还
 💸 材料代用:省下的钱迟早加倍还
“这个310S换成304行不行?反正温度差不多。”每次听到采购这种话,我都想翻白眼。材料代用不是简单的看耐温耐压,还要考虑热膨胀系数、腐蚀裕量、甚至与相邻管件的匹配。我们吃过亏:一段催化裂化油浆管线,原设计Cr5Mo,被擅自换成碳钢+内衬,半年就磨穿了。停产损失?七位数起。
所以代用申请单上,设计、工艺、生产三方签字缺一不可。而且我坚持,代用材料到货后额外做光谱分析,以防混料。别嫌麻烦——化工区出一次险情,别说乌纱帽,命都可能搭进去。
说实话,这些坑我踩得差不多都夜不能寐了。可后来想想,工业管道这行,其实就是“细节”两个字。图纸上一条线,现场就是几十吨钢铁,马虎不得。
最后唠叨一句:所有变更,一定要留书面记录。口口声声“没问题”的,出了问题第一个甩锅。别问我怎么知道的。
这篇文章不是教科书,只是我这些年的一些碎碎念。如果你也在和管道打交道,希望你能少交点学费。但如果真要学东西,去现场盯住每一个焊口、每一道螺栓吧——那比什么理论都快。
💸 材料代用:省下的钱迟早加倍还
“这个310S换成304行不行?反正温度差不多。”每次听到采购这种话,我都想翻白眼。材料代用不是简单的看耐温耐压,还要考虑热膨胀系数、腐蚀裕量、甚至与相邻管件的匹配。我们吃过亏:一段催化裂化油浆管线,原设计Cr5Mo,被擅自换成碳钢+内衬,半年就磨穿了。停产损失?七位数起。
所以代用申请单上,设计、工艺、生产三方签字缺一不可。而且我坚持,代用材料到货后额外做光谱分析,以防混料。别嫌麻烦——化工区出一次险情,别说乌纱帽,命都可能搭进去。
说实话,这些坑我踩得差不多都夜不能寐了。可后来想想,工业管道这行,其实就是“细节”两个字。图纸上一条线,现场就是几十吨钢铁,马虎不得。
最后唠叨一句:所有变更,一定要留书面记录。口口声声“没问题”的,出了问题第一个甩锅。别问我怎么知道的。
这篇文章不是教科书,只是我这些年的一些碎碎念。如果你也在和管道打交道,希望你能少交点学费。但如果真要学东西,去现场盯住每一个焊口、每一道螺栓吧——那比什么理论都快。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:工业管道:设计踩坑实录,血泪经验
文章链接:https://www.zystgy.cn/a/51970