干了三十年压力容器,最烦的就是有人轻飘飘问一句:“这东西会炸吗?”——废话!不炸我吃这碗饭?但真正可怕的不是容器,是那些拍脑袋的设计、糊弄事的焊接、打死不检验的老板。
💣 设计不是套公式
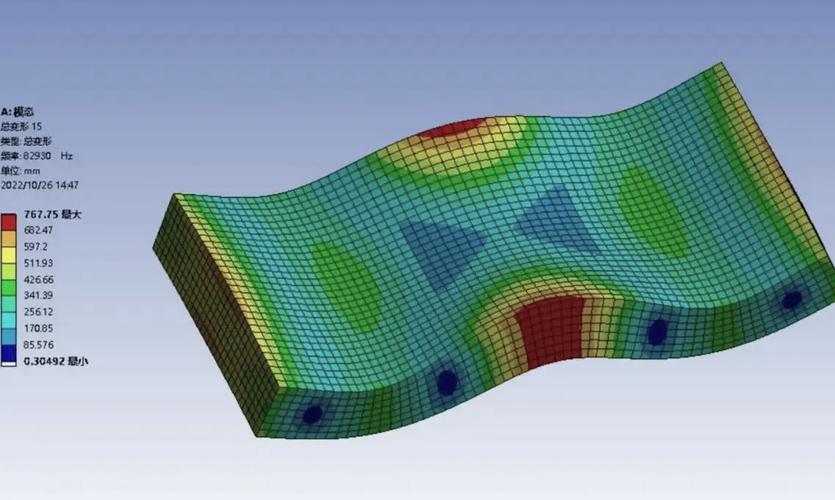
我见过太多图纸,壁厚算得精确到小数点后三位,结果一个工况分析漏得干干净净。容器不是静止的!风载、地震、管道推力、循环载荷——这些玩意儿根本不会写到教科书例题里。有一次,某项目设备运行才半年就出现疲劳裂纹,查下来设计者根本没考虑交变应力。说实话,有限元分析现在门槛很低,但会用软件不等于懂设计!
还有选材…唉。明明介质带硫,偏要用普通碳钢,省那点钱够不够一次应力腐蚀开裂的维修费?铬钼钢、双相不锈钢、甚至钛合金——材料这块儿你糊弄它,它直接给你来个大的。话又说回来,也不是越贵越好,合适的才是对的。比如临氢工况下,碳钢的氢鼓泡、氢脆你怕不怕?必须上抗氢钢。这些坑,没点血泪经验根本识别不出来。
🔧 制造现场的猫腻
焊接!又是焊接!这些年死在焊接缺陷上的压力容器多到能堆满废铁厂。有一次我去监造,看见焊工拿碳弧气刨清根,槽开得歪歪扭扭,焊渣都没清干净就往上堆焊——我当场就炸了。这能没有气孔、夹渣?焊接工艺评定做了吗?焊后热处理的参数是真的还是编的?
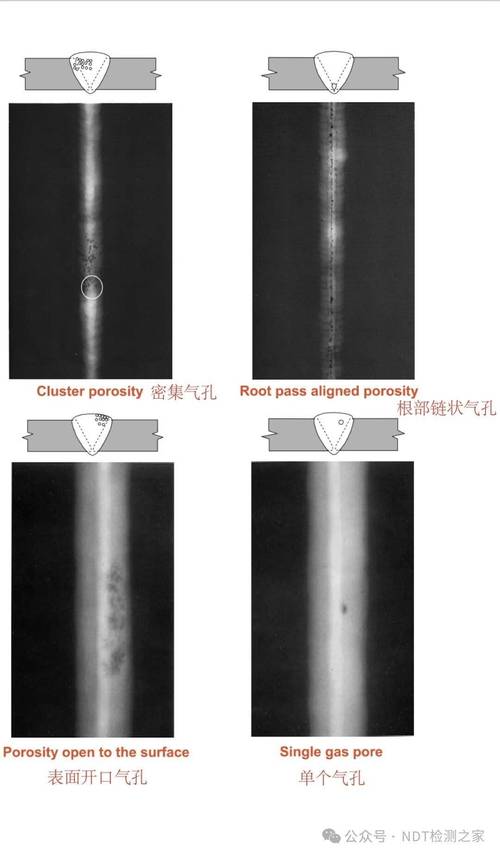
对了,无损检测。有些人以为拍个片子就万事大吉,TOFD和相控阵舍不得做。表面裂纹呢?MT或PT过关了吗?去年有个高压釜,水压试验时一下撕开了,死了三个人。后来查,制造时纵缝返修了三次,晶粒粗大,焊后热处理又不到位。所以别跟我说“按标准做的”这种鬼话,标准是死的,人的责任心才是活的。
问:我们厂有一台老容器,铭牌锈没了,资料也丢了,怎么判断还能不能用?
答:别慌,但千万别凑合!立马停机,先做宏观检查,测厚仪扫一遍关键部位(封头过渡区、接管角焊缝、液位波动区),看腐蚀裕量还剩多少。实在没数据,就做强度校核,按最低许用应力反推。内部要打磨做金相和硬度检查,看材质劣化没。壁厚不够?老老实实降级使用或者加衬里。最最关键——定期检验别省,安全泄放装置必须灵光。别拿人命赌明天。
⚙️ 使用和维护的暗雷

设备投用后才是考验的开始。超温超压操作简直像自杀!有些操作工为了产量,安全阀被加了盲板、爆破片旁路阀一关…我想骂人。安全联锁形同虚设。还有保温层下腐蚀,外表看着光鲜,扒开保温棉里面已经坑坑洼洼,这种暗雷最难防。
更可笑的是,有人觉得进口的安全阀就高枕无忧。醒醒吧!不校验再贵的也是废铁。而且安全阀的整定压力、回座压力跟系统匹配吗?排量算对了吗?介质结晶堵了导阀怎么办?这些细节才是关键!
问:压力容器选材料时,到底该优先考虑成本还是性能?有没有简单的判断方法?
答:这个问题无数人问过。我的答案:先看介质毒害和腐蚀性。易燃易爆、剧毒的,别省,一步到位上可靠材料。比如湿硫化氢环境,必须用抗HIC钢。普通循环水、空气,碳钢加足腐蚀余量足够。然后核算全生命周期成本——不锈钢贵,但不用频繁检修、不用涂装,二十年下来可能更便宜。还有!别忘了可焊性和热处理要求,有些材料焊完必须消应力,现场条件不具备的话就哭吧。简单一句话:别被初始采购价迷了眼。
最后唠叨一句:压力容器不是闹着玩的。从设计规范(GB150还是ASME VIII)、制造许可到使用登记,每一环都是前人血泪换来的。所以,敬畏它,认真对待它。别等出事才后悔。说完了,干活去。