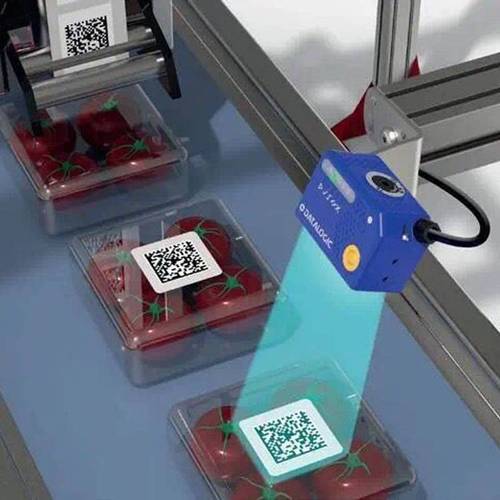
干了十几年自动化产线集成,什么东西最让我头疼?不是PLC,不是伺服——是条码。对,就是那个黑黑白白的小方块。
你肯定觉得条码扫描能有多难?拿个淘宝几十块钱的扫描枪,“嘀”一声不就完了。三年前我也是这么想的。结果呢?产线开动第二天就堵了。读码率不到70%,工人拿码在枪口来回晃,像在给手机贴膜,最后气得直接手输——一条自动线活生生变成了人工录入站。那个月KPI有多惨就不提了。
后来我复盘,发现根本不是硬件问题,是认知问题。条码扫描这玩意儿,水比看上去深得多。
激光还是图像?这不是选择题,是应用题
很多人选型第一步就错。激光引擎便宜、耐用、读一维码飞快。一维码哦。如果你家标签是热转印打的、表面平整、方向固定,激光枪够用。但现实呢?
现实是仓库里的码被叉车蹭花,金属件上的DPM码对比度低得可怜,PCB板上码小到肉眼快看不见,还有曲面反光、油污覆盖……激光在这种场景下就是个瞎子。❗我去年一个项目,用某大厂高端激光枪读轮胎上的硫化标签,读码率时好时坏,最后发现是标签材质里的反光颗粒偶尔会让激光误判。换了图像式扫描器,内置算法会自动补偿光照,读码率瞬间拉满。

图像扫描器贵吗?贵。一千多的激光枪,图像式两三千起步,带AI芯片的甚至上万。但算一笔账:一次停线损失几千块,激光枪省下的那点钱,产线堵一小时就亏光了。所以别上来就问“有没有便宜的扫描器”,先问“我到底要读什么样的码”。
DPM码:工业世界最难啃的骨头
DPM,Direct Part Marking,直接在零件上打标。激光蚀刻、点阵打码、电化学腐蚀……这类码的特点是根本就不是为了让你好读的。有时候我盯着那玩意儿都分不清它到底是污渍还是码。😂
很多人不知道,DPM码读取成败70%在打光。背景纹路、金属拉丝方向、表面曲率,都会让同一个码在不同角度下看起来截然不同。普通红色LED打光根本不够,要用低角度环形光、同轴光,甚至偏光滤镜。有一次客户抱怨读码器不稳定,我让他把工件转个10度,读码率直接从99%掉到40%。他当场就服了。
问:我们产线上的DPM码有时深有时浅,扫描器经常读不出,怎么办?
答:先别急着调参数。用手机闪光灯从不同角度照一下码,观察对比度最好的打光方向。如果深浅不一,说明打标工艺一致性差。图像扫描器可以开启多重曝光或HDR模式,一次拍摄不同亮度的多帧合成。但根源上,你得找打标机的供应商聊聊——码本身质量不行,再牛的扫描器也白搭。我们也遇到过,最后是换了激光打标焦点参数,码深度均匀了,读码器随便一个几百块的国产图像枪都能稳定读。
2D码是不是万能?别迷信
这两年二维码火得不行,物料追溯、防窜货,全上QR码或Data Matrix。坦白讲,二维确实比一维能容纳更多数据,还能纠错。但工业环境有个大坑——很多人以为二维码哪都能用,结果上了产线才发现,高速运动下根本来不及解码。
普通二维图像扫描器的帧率也就30fps,一个物体以2米/秒的速度通过,快门时间稍长,图像糊掉,解码失败。所以高速线必须用带全局快门的高速读码器,成本直接翻倍。还有一个被严重低估的问题:码的大小与扫描距离。很多人都拿着手机扫码的经验去要求工业扫描器,觉得“手机都能扫,这应该更快”。可手机的算力、自动对焦、算法优化,工业扫描器很多时候真赶不上。只不过手机不耐摔、不防油、不能24小时工作罢了。
问:我们的产品上有二维码,但产线速度很快,经常漏读,有什么办法?
答:三个方向:一,换用高帧率全局快门扫描器,确保运动不拖影;二,优化码的尺寸,按照扫描器景深表反推,确保码在视野内占比合适;三,别在扫描器前面用普通亚克力防护罩,反光能毁掉一切。我们曾经用一个防爆罩,结果内部反光给码加了一层光晕,断断续续读不到。换成AR镀膜玻璃,问题秒解。💡小成本解决大麻烦。
被忽视的软件与集成

硬件选对了,就万事大吉?天真。很多扫描器自带解码库,可以设置输出格式、过滤重复码、多码同时读取。但工控系统那边怎么接?串口、网口、USB,还是直接IO触发?
我遇到最奇葩的案例:某厂用键盘口扫描枪,直接把条码数据敲进Excel。数据多了Excel崩溃,溯源的时候发现几千条记录里混着乱码——因为操作员不小心碰了NumLock键。😤 后来强制改用串口透传加自研MES接口,才彻底杜绝。
还有些扫描器带OCV/OCR功能,能读字符,能做比对防错。这种功能用好了,可以省掉一套视觉系统。但要注意,扫描器内置的OCR仅适合标准字体,手写体、点阵字符还得靠专用视觉软件。
最后说个反直觉的事:扫描器的SDK。小厂产品SDK烂到令人发指,文档约等于没有,回调函数写得跟恐怖小说似的。大厂比如康耐视、基恩士,SDK稳定但授权费惊人。我们后来折中,直接用PLC触发拍照,扫描器输出结果到指定地址,省掉PC环节,反而更可靠。工业场景,简单就是稳定,稳定就是省钱。
条码扫描这件事,往小说是“嘀”一声,往大说是整个物料流的数据入口。选型时多花点时间,多做饱和测试,别信参数表上的“可读最小对比度20%”——把自己产线上最烂的码拿去实际扫,扫不到就是不行。毕竟,参数表不会替你背产线停机的锅。