先泼一盆冷水:不少老板脑子里的精益,就是“少花钱、多干活”。错!大错特错!那是压榨,不是精益。真正的精益,是消除一切不创造价值的活动,让工厂像水流一样顺畅——但别忘了,水怎么流,是人在引导。❗
工具是死的,人是活的
你看那些推行看板管理的企业,卡片做得漂漂亮亮,甚至上了电子屏。可一问细节:卡片数据谁更新?异常谁处理?答案常常是“按规定流程”——结果呢?流程成了摆设。因为规定是死的,现场状况千变万化。有次我去一家汽配厂,他们炫耀最新的ANDON系统,灯一闪,主管就冲过去。可我盯着看了一小时,一个工位连续亮灯三次,原因都是物料来料不良,主管只是记了缺陷数,没去前工序堵漏。这叫精益?不过把“救火”变成了“演戏”。❗

精益生产鼻祖大野耐一说过:“没有标准就没有改善。” 但很多人只记前半句,忘了后半句——标准是人定出来的,也是人打破的。员工不买账,标准就是废纸。我曾在一条装配线试验标准作业组合票,操作工大姐直接怼我:“你写的这玩意儿,手一抬就够到的零件,非让我转身拿,腰受得了?” 我愣了。那是我画的“最优路径”,可没考虑她膝盖不好。后来我们一起改,效率反而升了15%。所以说啊,工具必须适应人,不是人去适应工具。💡
“七大浪费”之外,第八种浪费更可怕
大家都熟:等待、搬运、不良、加工、库存、动作、过量生产。可我看啊,最大的浪费是人才的浪费!一线员工天天接触问题,他们脑子里有解决方案,可管理层不听。你开改善提案会,底下人闷头不响,为什么?提了也白提,甚至挨骂——“就你事儿多”。这种文化下,精益生产能成?做梦!
问:那到底怎么让员工真正参与?
答:简单:尊重,给钱,给权。说个真事儿。一家五金厂搞TPM,要求全员维护设备。起初操作工抵触,觉得多干活。后来厂里规定:只要发现隐患并主动报告,哪怕误报也奖励5块钱;提出改善方案被采纳,奖励节省金额的10%。半年后,设备停机率降了40%。员工变精了,会琢磨怎么让机器少坏。这不就是精益里的“自働化”吗——带着人的智慧。所以啊,别光画价值流图,先画出每个员工的动力图才对。
问:实施精益生产,第一步到底该做什么?
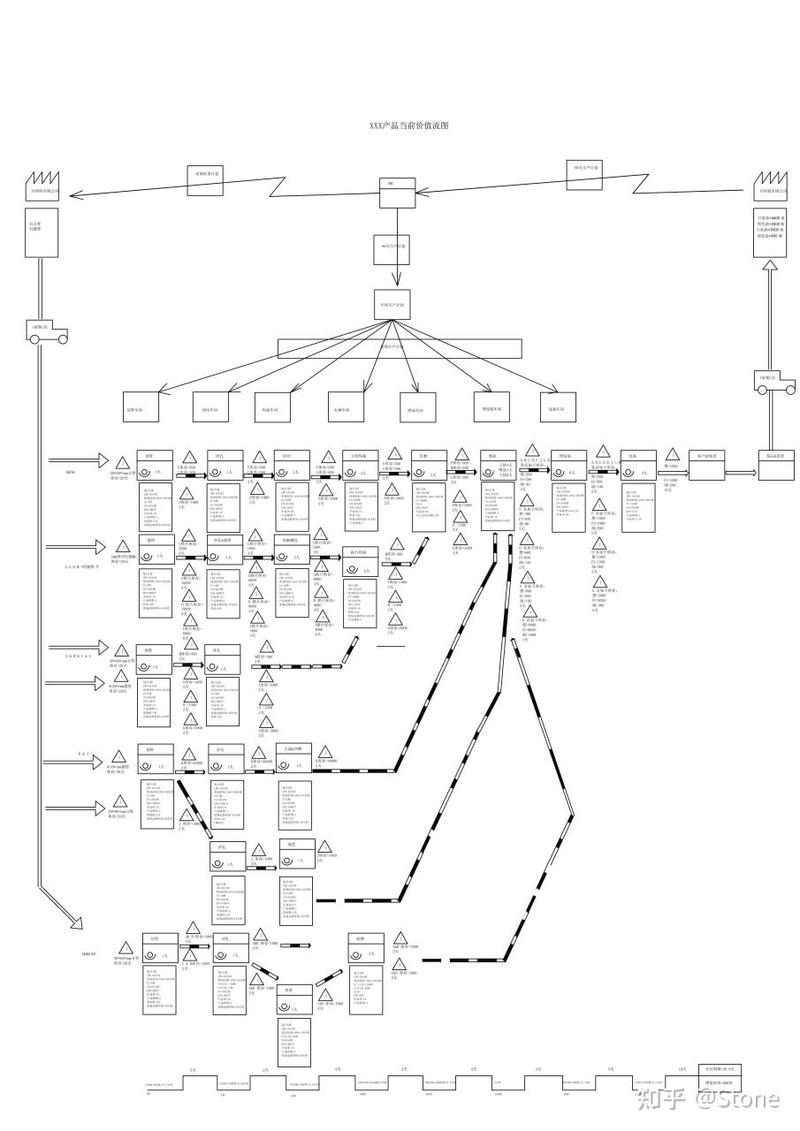
答:不是做5S,也不是请咨询公司。是先跟一线的人喝酒、聊天、骂娘。你得知道他们为什么讨厌现状,最憋屈什么。搞清了痛点,你随手一个小改善,他们就觉得“这老板还行”。然后趁热打铁,拉他们一起画价值流图,注意——让他们画,你看着。只要他们敢画图上标出“这工序明明多余”,你就成功一半了。再搭个平台,让他们自己定标准、测工时。别请IE工程师闷头测,那只会逼人造假。✅
别迷信“标杆工厂”
每次出去参观,看到人家车间一尘不染、看板林立,回来就热血澎湃要复制。打住!你看到的只是结果,不是过程。丰田的看板是几十年磨合出来的,你抄个样子,没抄来背后的思考。人家供应商配合度高,你可能连自己采购部都搞不定。
精益生产是戴着镣铐跳舞——镣铐是资源限制,舞步得自己编。有一回我帮一家电子厂推单元式生产,老板非要照搬索尼某条线的布局。结果搬完发现,他们产品批量小、换型多,那种U型线反而增加走动距离。后来还是拆了,让组长自己摆设备,三天调了五次,最终搞出个“变形虫”布局,柔性极好。老板感叹:“原来精益就是让这帮家伙自己折腾啊。” 我心想:你终于懂了。
说到底,精益生产是一种思维方式,不是工具集。它要求管理者放下身段,去现场观察、去倾听、去容忍失败。你要培养的,不是一群只会按按钮的人,而是能思考、能改进的工匠。工具会过时,但人有无限可能。💡
所以下次有人问你“精益生产怎么做”,别急着说“5S、看板、价值流”。先数数:你给了员工多少信任?多少授权?多少真金白银?想通了这些,再去买那堆标签和磁贴,也不迟。