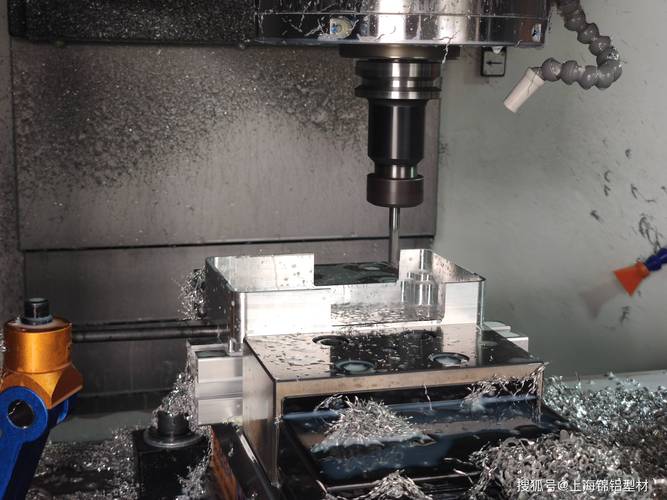
上个月车间那台老卧铣又给我惹祸了。主轴箱异响,跟得了哮喘似的——拆开一看,轴承保持架碎成渣,连带把齿轮啃了俩齿。维修师傅叼着烟说:“这玩意儿能挺到现在,已经是奇迹。”我蹲在旁边苦笑,心想当初采购拍板选型时,就没考虑过重切削工况。说实话,选铣床这事,水太深。
很多新手觉得,铣床不就是个旋转刀、移动工件的铁疙瘩吗?错得离谱。 铣削是断续切削,冲击载荷大,导轨刚性、主轴扭矩、刀柄接口,哪个细节垮了,就是成批的废品。你花五十万买个加工中心,最后因为刀柄锥度接触不良,振刀振到怀疑人生——我经历过,真的想砸机床。

铣床选型:三句话让销售闭嘴
销售的话术永远天花乱坠,什么“进口系统”“瑞士精度”“终身免维护”。你得问点实在的。第一句:你这机床重量多少? 别笑,铣床铸造床身的质量直接决定抗振性。五吨以下的龙门铣,别说加工模具钢,切个45号钢都颤得跟跳舞一样。第二句:主轴锥度到底是什么标准? 是BT40还是HSK63?双面接触还是单面?高速铣HSK是基础,低速重切BT也不差,但很多杂牌机床瞎标参数,害人不浅。第三句:能给我看看导轨的淬火硬度报告吗? 淬深不够,三个月就磨损,直线导轨滑块哗啦啦响,等着报废吧。
当然,选型前你得先搞清楚自己干什么。搞铝件铣削,高速电主轴加直联传动是王道,转速三四万转稀松平常,但要配好油雾润滑。干模具钢呢?齿轮头低扭强,得用带变速箱的立卧复合铣,最好五轴联动——可一台五轴机价格够买三台三轴。怎么选?💡我的笨办法:拿个本子,写下全年最常见的工件尺寸、材质、公差要求,然后对号入座。别信“一步到位”,机床放着吃灰比闲置更伤人。
铣刀:一把好刀救活一个厂
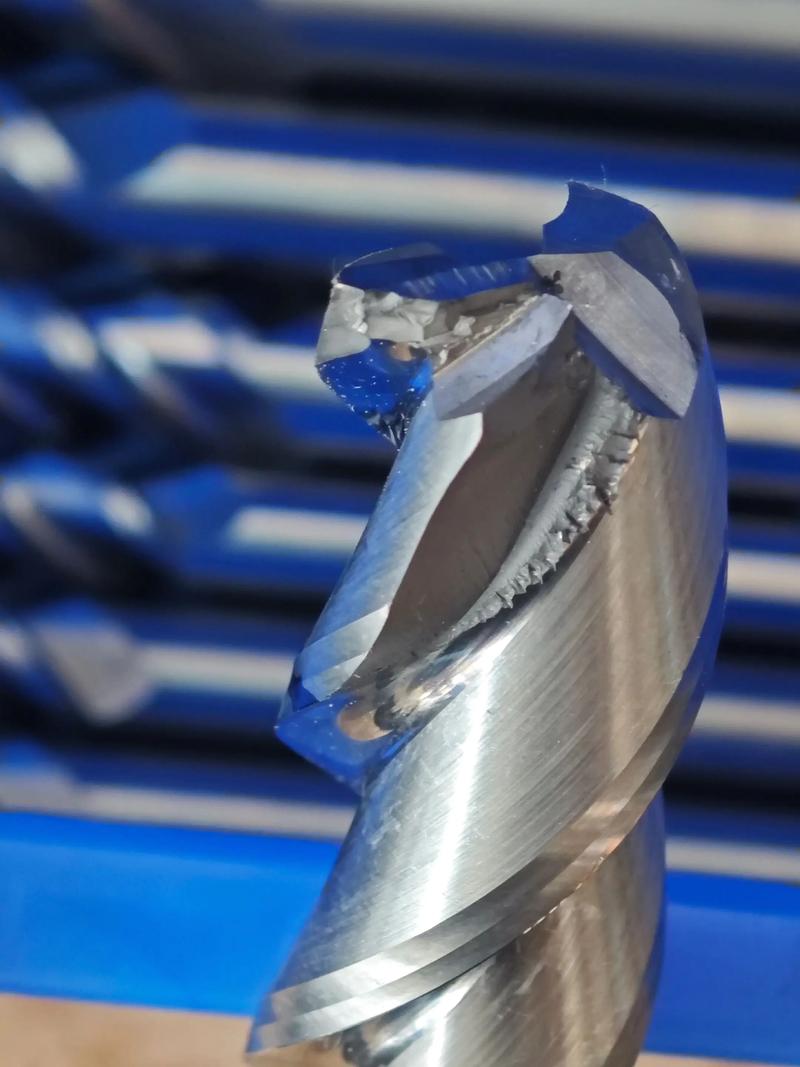
早些年我迷恋低价刀,淘宝上十五块一把的钨钢铣刀买了两大包。呃,结果呢?粗铣时崩刃崩得火星四溅,搞得车间的灭火器都提心吊胆。后来咬牙换了欧洲某品牌的变螺旋角铣刀,寿命直接翻五倍,切削声音从鬼哭狼嚎变成丝滑的唰唰声。那一刻我才明白——刀具成本不能只看单价,得算单品成本。一把二百块的刀,加工一千件,单件成本两毛;十五块的刀加工二十件就废,单件成本七毛五,还搭上换刀时间和调机工时。
还有个坑:涂层。什么TiAlN、AlCrN、金刚石涂层……卖刀的吹得玄乎,但干铸铁就得用Al₂O₃涂层,耐热;切钛合金要避免元素亲和,最好用无涂层的超细微粒硬质合金。我吃过亏,用TIN涂层刀切不锈钢,三刀下来就粘屑,像糊了一层口香糖。所以,一定要看切削参数表!线速度、每齿进给、切深,厂家给的数据是实验室理想值,现实打七折先试试,再微调。千万别上来就猛干,主轴负载瞬间爆表,机床都跟着哆嗦。
问:铣刀悬伸太长怎么办?
答:这种情况最常出现在深腔加工里。优先换刀柄——液压刀柄缩颈设计能增加悬伸;如果非要用加长刀,那就降低切深,走刀量也要减少,横向进给改成插铣循环,不然刀具让刀量太大,精度飞了,工件直接报废。
问:铣削时出现鳞刺状表面是什么原因?
答:典型的积屑瘤。要么切削速度太低,切屑粘在刀具前刃面反复拉扯;要么切削液没喷到位,热得不行。提高转速、加大切削液浓度、换锋利槽型的刀片,三管齐下基本能解决。
工艺:别让夹具毁了你的良率
我以为自己够重视刀具了,结果栽在夹具上。有次加工薄壁零件,用普通台钳夹紧,铣完拿下来——变形了,尺寸超差两个丝。😤后来专家看了一眼:“你用气压钳或软爪啊,这壁厚不到三毫米,夹紧力不控制就跟你捏易拉罐一样。”换了多轴夹具后,合格率从六成直飙九十九。夹具的刚性、定位基准、夹紧点分布,这些细节决定了工艺稳定性。特别是五轴铣,工件悬空翻转,夹具还得考虑配重平衡,否则动态精度根本保不住。
工艺里另一个容易忽略的是路径规划。数控铣床编程时,顺铣逆铣的选择影响表面质量,更影响刀具寿命。粗加工用逆铣,吃刀厚,抗断续冲击强,但精加工必须顺铣,表面光洁度高。还有,拐角处要加圆弧过渡,避免急停振纹。现在CAM软件都有动力学优化,根据主轴功率和刀具切削力自动调整进给——但前提是你得输入准确的机床参数,瞎填就等着撞刀吧。
问:铣床加工精度突然下降,从哪里排查?
答:不要直接赖机床。按顺序:①检查刀具磨损,用放大镜看刃口;②确认拉钉是否松动,主轴抓刀力够不够;③打表看主轴跳动,超过0.005mm要重新调;④检测工件定位基准面有无铝屑或毛刺;⑤最后查冷却液浓度和温度,热变形也是隐形杀手。
维护:别把铣床当牲口使
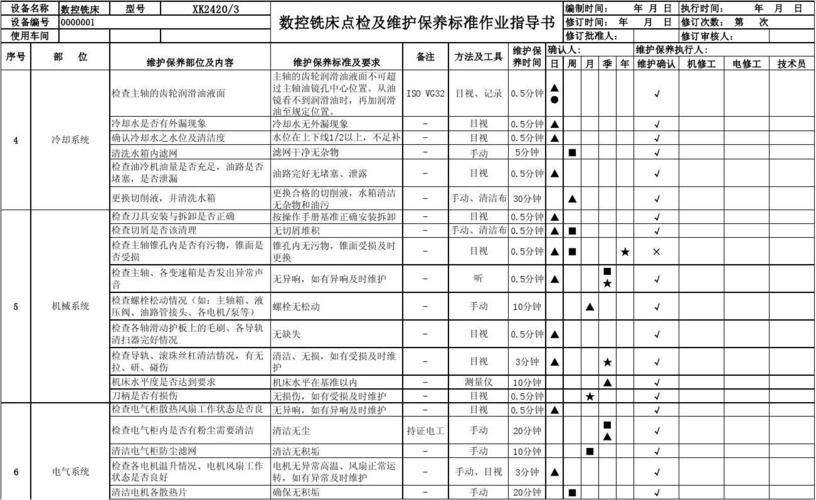
很多厂只管干活,保养糊弄——油窗黑了也不换,切屑堆成山也不清。我见过一台高精密数控铣,因为防护罩内冷却液铁屑混合物结块,把滑块堵死,然后电机过载烧了驱动器。修一次三万多,老板脸都绿了。❗真事儿。每日点检、每周清理、每季换切削液,听起来老生常谈,但做到位的没几个。我自己的习惯:下班前十分钟,气枪吹净工作台和刀库,导轨油刷一遍,再眼瞅一下水平调整螺钉的锁紧螺母。这叫小动作省大钱。
铣床就像一匹烈马,你对它用心,它能干三十年;你敷衍,三年就废。现在国产铣床进步很大,像沈阳、大连的床子刚性不输二流进口货,便宜一半还多。但售后服务依然是个痛点,板卡坏了得等一周配件,急死人。😤所以就近买有代理商的主流型号,别图小众便宜,到时候维修找个师傅都难。
好了,扯了这么多,其实核心就一句话:理解你的加工需求,尊重切削原理,定期保养。铣床这行没有玄学,全在细节里。