精度迷思:5微米到底算不算数
扫描仪选型:谁告诉你一个机器通吃所有活
常见误区是“我买个最高的配置就行”。其实不同原理适用场景完全不一样。 – 结构光(蓝光/白光):适合小到中型高精度工件,细节好,但怕强环境光和深色表面。 – 激光手持:灵活,适合大型件或现场扫描,精度比结构光略差,标记点粘贴有讲究。 – 拍照式:速度快,用于人体或大型场景,工业检测基本不够。 我们车间现在三台:一台固定蓝光测精密模具,一台手持激光扫铸件毛坯,还有台最老的拍照式扔角落吃灰——当年图便宜,买来发现公差根本控不住。💡经验:别想着“一步到位”,按活的类型和精度需求来配。 问:我们厂主要做汽车钣金件,尺寸大但公差要求不算严,用手持激光扫描仪够吗? 答:完全够,甚至有点浪费。手持激光精度通常在0.02-0.03mm,钣金件一般公差到0.5mm就很好了。但注意扫描时要贴标志点,排版得均匀,否则拼接容易出错。还有一个窍门:扫黑色或反光面时,喷一层薄薄的显像剂或贴专用标点纸,不然数据会缺或者噪点多。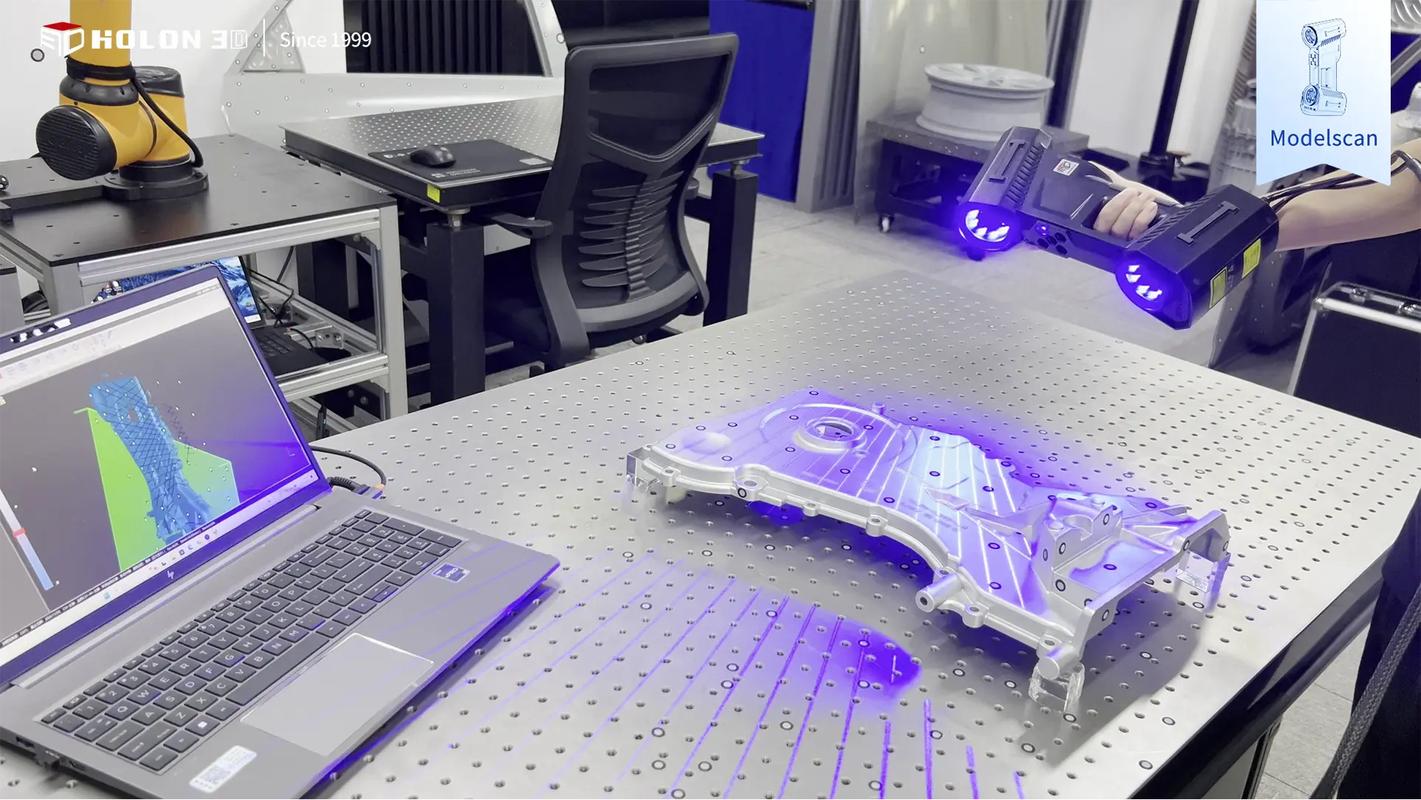
点云处理:那才是真正熬人的活儿