上个月,我去一家汽配厂看产线,一条博世生产线,贴标工位卡壳了。几千个发动机缸体等着打标签——结果标签翘边、模糊,扫码枪像瞎了一样。车间主任老张冲我摊手:“你看,这‘高科技’自动贴标机,买回来就是个摆设。”我看着那台崭新的贴标头,气压不稳,标签带张力没调好……唉,这事儿吧,其实跟机器真没多大关系。
说实话,工业贴标这行,最容易出问题的根本不是设备,而是你对材料特性的忽视。高温?低温?油污?弧形表面?没想过吧,就一小小的不干胶,能把ERP系统给搞崩。

后来我们干了啥?换了种带涂层的PI标签,耐温300度,背胶选丙烯酸,这下好了,产线一跑起来,扫码声滴滴滴跟收银台似的。老张乐了。但我想说的是——80%的贴标故障,都是因为选材时压根没做贴合表面能测试。这玩意儿是基本功啊。
自动化贴标,快是快了,但你知道“公差”俩字怎么写吗
现在一谈智能制造,都是机械臂、视觉定位、高速贴标。听着特高大上。实际呢?我见过太多工厂,花几十万上自动贴标机,结果工件定位公差正负0.5毫米……贴标头精度倒是0.01,有卵用?标签贴歪了,追溯码读不出来,整件报废。💡记住一句话:贴标精度不是机器决定的,是工件一致性决定的。就像你非要拿顶配单反拍一只乱窜的猫——快门再快也抓不住焦啊。
所以,上自动线之前,先把来料尺寸公差卡死。没错,这会得罪供应商,但值得。另外,视觉纠偏只能补0.2毫米的偏差,别指望它万能。要是工件本身斜得像比萨斜塔,赶紧改夹具去。
问:小批量多品种的生产,用啥贴标方案比较靠谱?
答:别听销售吹全自动。二十个品种,每种就十件,搞全自动你光换模卷标签就够喝一壶。用半自动贴标机,或者干脆手持式贴标器,配个移动打标终端。打印一张,贴一张。成本低,换线快。我们给一家医疗器械厂做方案,就靠这招,半年回本。

再聊聊标签本身:你以为它是张纸?
不夸张,我见过把铜版纸标签贴到户外机柜上,俩月褪色成白板,条码都白了,维修人员围着柜子转圈找不到序列号。❗这就是外行干的事。工业标识这领域,标签材质比你想的复杂得多:PET、PI、陶瓷基、特氟龙……每一种对应一种死法。你选错了,就是给自己埋雷。
比如锂电池包,负极材料那块发热,普通PET标签120度就软了,得用PI薄膜。再比如油冷循环泵,标签浸泡在矿物油里,必须用耐油亚克力胶,不然三天起泡。还有更变态的——半导体洁净室,标签得防静电,不发尘,撕下不残胶……一张标签几十块钱,但贴错了,废的是整片晶圆。
问:那到底怎么选标签?有没有简便方法?
答:简便方法?有啊,拿个达因笔测标签表面和贴附面的表面能,两者要匹配,差10达因以上基本会翘。再做个简单的耐候测试——搁烘箱烤、泡水里、放UV老化箱,模拟个三五天。费点工夫,但比停线强。还有,标签存储环境经常被忽略,高温高湿底下,胶性会变,提前醒醒神。
工业贴标未来的花样:RFID与数字孪生
去年去一个物流展,见识了RFID贴标——标签里藏着芯片,一扫就过,不用对光。用在托盘和周转箱上,出入库像玩贪吃蛇,哗哗的。但RFID怕金属,贴金属表面信号衰减得厉害。解决办法是在标签背面垫一层铁氧体材料,或者用特制的抗金属标签。成本嘛……起订量小的话真不便宜,一片好几块。
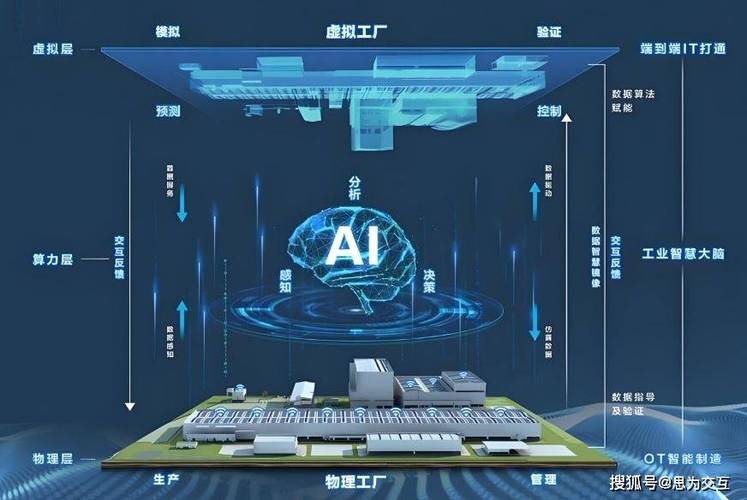
更酷的是,现在汽车工厂搞数字孪生,每个零件贴标后,ID实时映射到虚拟产线。哪个螺栓没拧紧,系统直接弹告警。不过这要求工业贴标的数据采集100%可靠——多贴错一个码,数字孪生就成“数字垃圾”了。所以,冗余校验和在线验证技术开始普及,比如贴完后立刻经过一视觉检测站,不合格直接剔除,那叫一个绝情。
“贴标即信息入口”,这话在工业4.0里不是口号。你的标签掉了,数据就断了链,整个追溯系统就瘸了。所以甭管多小的标签工程,都得像给火箭拧螺丝一样慎重。—— 一位不愿透露姓名的产线改造佬
说真的,搞工业贴标这么多年,我最深的感受是:别迷信自动化,也别轻视一张标签。它是个系统工程,从基材、胶水、打印机、贴标机到数据管理,一环扣一环。下次再看见产线贴标出故障,先别骂操作工,去摸摸工件表面粗不粗糙,查查标签卷湿度——十有八九根子在那儿。
行了,今儿就聊到这儿。回头你贴标遇到鬼故事,欢迎来吐槽。