做工业混合这行,最崩溃的瞬间是什么?
是配方调了八百遍,罐子里的东西还是分层!客户打电话来骂人,我只能盯着那个慢悠悠转的搅拌器——想砸了它。
这不是设备不行,是我们对流体动力学理解得不够深。或者说,大自然就喜欢给我们制造麻烦。
黏度,黏度,还是黏度
低黏度液体混合?简单得如同冲咖啡。牛顿流体嘛,你搅它就跟着转。但实际工业里,我们面对的都是些怪胎。
比如那个非牛顿流体——剪切变稀的假塑性体,一开始稠得像蜂蜜,搅拌起来倒稀了。你正高兴呢,它又在某处悄悄恢复了原来的黏度!死角就这么来的。❗
高黏度物料更是噩梦。桨叶必须贴近罐壁,对吧?但间隙留多少?小了点,刮壁效果有了,功率却飙升;大了点,中间那坨就纹丝不动。我见过有厂子,为了省电,把桨叶距离拉大,结果产品批次间品质波动显著——混合均匀度直线下降。
💡 再提一个被忽视的点:黏度随温度变化。某些聚合反应,温度一升,黏度骤降,之前的流型全乱套。所以,现在搞连续化生产,在线黏度计几乎标配了。
流型:轴向还是径向?
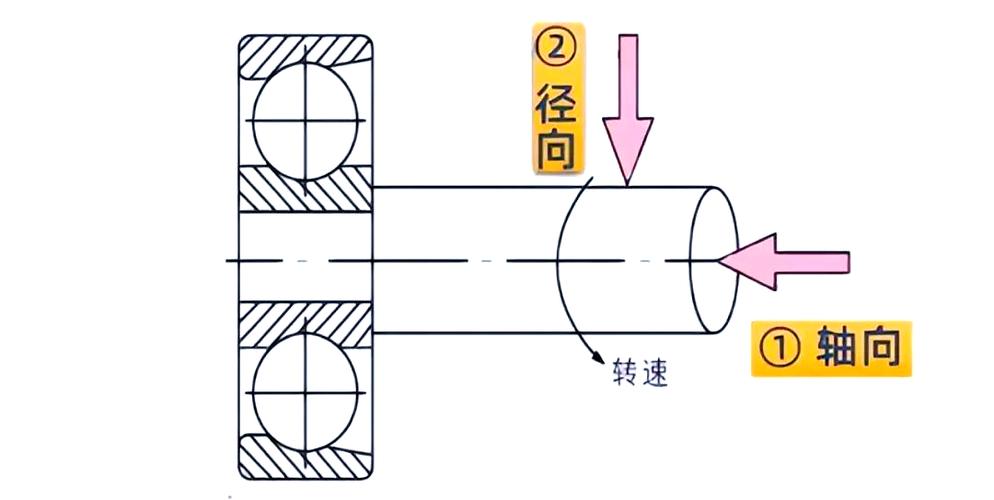
说来好笑,很多非专业出身的人——甚至一些销售——都以为搅拌就是“把东西甩起来”。
径向流确实能快速剪切,但混合效果往往局限在桨叶附近。你真正需要的是轴向循环!让物料从罐底翻上来,再压下去,形成一个大环。✅ 这种情况下,推进式桨叶是王者,但牺牲了剪切力,对分散操作不友好。
问到点子上了:
问:我们厂既有低黏度物料,又有高黏度物料,一种搅拌器能通吃吗?
答: 天真。哪怕你上一个“万能”斜叶桨,也会在不同黏度范围出现性能断层。我的建议是——老老实实上组合式搅拌器:底层用高剪切分散盘,上层用宽叶推流。有人嫌麻烦?那等着每锅调整转速曲线吧,更头疼。其实,现在的计算流体力学(CFD)仿真能帮你预判,但前提是边界条件得给准,不然就是垃圾进垃圾出。
还有一个陷阱:罐内挡板。不加挡板吧,中心漩涡深得能看见桨轴,进气严重;加了挡板,流型变了,功率又上去了。找到那个平衡点,得靠经验。
粉料投入与润湿难题
粉体投入液面那一刻,我每次都心跳加速。
聚团!粉尘飞扬!都是事故隐患。
你得明白粉料润湿的动力学。不是简单洒进去就完了。有些轻粉,如气相二氧化硅,飘在水面上像块顽固的油布,桨叶在下面空转。✅ 这时候,必须用高速分散机在液面附近制造负压区,把粉体瞬间“吸”进液体。或者,更聪明的做法,采用文丘里喷射器,利用液体流速卷吸粉体,在线混合——连续混合概念里的一大进步。
说到这儿,得吐槽下某些设备供应商。拿个标准搅拌参数就敢打包票,结果粉料投进去,电机直接过载跳闸。为什么?忽略了投料瞬间的负载突变!黏附功这个参数,书上有,现场没人算。

问:我们混合时老是有气泡,除不干净,是不是搅拌速度太快?
答: 那是表象。气泡来源很复杂——你搅拌桨密封泄漏了?还是料液自身脱气?如果是黏弹性流体,搅拌会裹入大量空气,然后因其高黏度,气泡很难上浮。单纯降低转速会牺牲混合效率。试试看:真空搅拌罐,或者桨叶设计成“层流型”,减少表面湍动。另外,投料顺序换换,有时候能意想不到地解决。真的,有些工厂的独门绝技,就是从这种细节抠出来的。
放大效应:从实验室到工厂
实验室小试完美的搅拌方案,放大到中试,惨不忍睹——这种事我能讲一晚上。
根本原因:相似放大原则没那么单纯。
你保持雷诺数不变?那转速得降得很低,剪切力不够。你保持单位体积功率不变?那桨尖速度飙升,高剪切区域过大,对剪切敏感物料直接降解。所以,现在流行过程强化思维:不追求完全几何相似,而是根据关键参数如混合时间、最大剪切率来定制。⚙️
记得有个做涂料的案例。小罐里用直径5cm的锯齿盘,分散颜料没问题。放大到2吨罐,同样线速度,分散效果差远了。最后发现,必须采用“母液预研磨”加“循环剪切”的路线。这就是工业混合的残酷现实:放大不是按比例,是重新设计。
所以说,搞混合得有敬畏心。流体不跟你讲人情,算错一点,它就给你颜色看。但一旦摸透,那种整齐划一的流场图案,简直是强迫症福音。
未来?智能化。利用在线粒度仪、流变仪反馈信号,实时调节搅拌转速和温度。这已经不是概念了,某些精细化工生产线上已落地,我去年参观时就感叹——早这么干,能省多少试错成本!可惜,国内中小企业还在“经验为王”的阶段,我看一时半会改不了。
写到这儿,隔壁车间又传来搅拌机的异响……不说了,我得去救急。