话说回来,冷冻干燥(冻干)这东西,原理讲起来简单——水的三相点以下,冰直接升华为水蒸气。可一到实际产线,复杂程度能让刚入行的小伙子挠破头。上周去一家生物制药厂,他们的冻干机腔体压力怎么也稳不住,真空泵抽得冒黑烟。过去一看,好家伙,冷凝器盘管积冰厚得像北极冰川。化霜程序被他们停用了,理由是“省时间”。我当场差点炸毛——这哪是省时间,这是在烧钱搞报废!
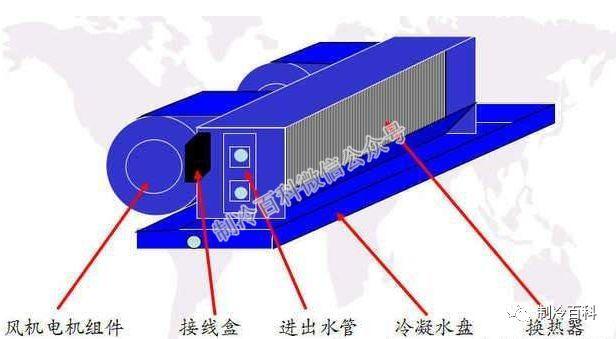
冻干机的核心部件:不是压缩机,而是那个不起眼的冷阱
很多人以为冻干机的心脏是压缩机,这没错,但真正决定冻干效率和产品品质的,是冷阱。冷阱的设计直接关系到水蒸气捕获能力。我见过太多厂家在选购设备时盯着压缩机功率使劲看,却对冷阱的盘管间距、材质和表面积避而不谈。结果呢?升华速率上不去,制品塌陷,还以为是配方问题。 冷阱的降温速率是个很容易被忽略的指标。标准要求冷阱在30分钟内降至-40℃以下?❌ 实际生产线上,这个要求远远不够。如果你的产品溶质浓度高,结晶倾向大,冷阱温度必须快速拉到-55℃甚至更低,否则水蒸气会在冷阱表面结冰而不是凝华,捕水效率骤降。有一次遇到一台进口冻干机,冷阱设计极其紧凑,但降温慢得离谱。工程师死活说符合标准,最后被我逼着加了一组液氮辅助制冷,效果立竿见影。❗其实很多设备标称温度达标,但那是在空载下!一上料,原形毕露。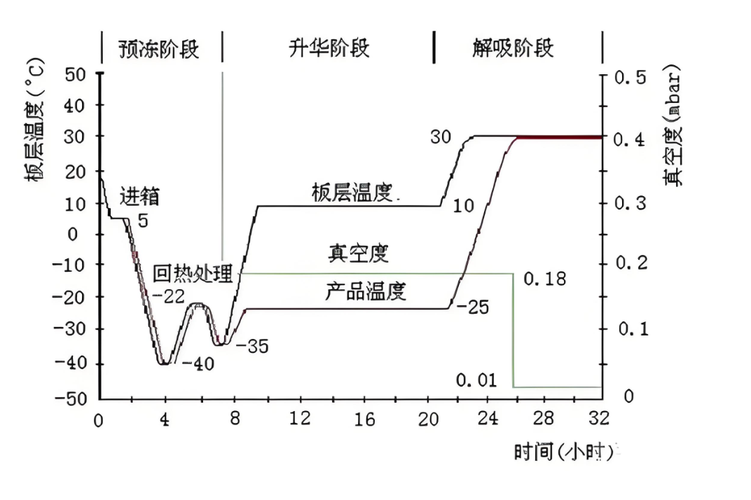
工艺曲线:别被教科书骗了
QA:冻干生产中的高频痛点

答:这是典型的“结壳”现象,罪魁祸首是升华速率过快。一次干燥初期,如果搁板温度给得太高,冰晶体迅速升华,表面物料浓度急剧升高,形成一层致密的“皮”,堵死了后续水汽的通道。解决办法很简单:降低升温斜率,并适当延长-5℃~0℃区间的保持时间。我一般建议在此区间恒温1-2小时,让冰晶缓慢“退场”。另外,预冻方式也关键,快冻产生的细冰晶升华慢但均匀,慢冻的大冰晶升华快但容易塌陷。选哪个?看你产品的容忍度。 问:冻干机真空度不达标,除了漏气还可能是什么原因?
答:百分之八十的情况,不是漏气,而是排水能力不足。冷阱捕水器满了,或者化霜不彻底,都会导致水蒸气进入真空泵,污染泵油,恶性循环。我搞过一起案例,真空度一直上不去,换了密封圈也没用。最后拆开泵,发现里面全是乳化油,全是水!赶紧清洗泵组,更换新油,冷阱手动强制化霜两次,问题解决。另一个容易被忽视的原因是:容器本身放气。冻干结束后,一些高分子材料(如胶塞)会缓慢释放吸附的水分或气体,导致腔体压力回升。这时不要急着开箱,增加一段“压塞后保压”步骤,用氮气破除真空,可以有效避免。
那些年,我交过的学费