干机械这么多年,最让我夜不能寐的是什么?不是那台趴窝的加工中心,也不是甲方催命的电话——是一个小小的钻头。你可能会笑,钻头有什么?五金店三块钱一根,随便买。这就是外行话了。真正搞过深孔加工、难加工材料的人都知道,钻头这玩意儿,水太深。一不小心,几千块钱的工件就废了,断在里头取都取不出来,那感觉,啧。
别把钻头当铁棍——几何角度才是灵魂
大部分人看钻头,眼睛只盯着材质牌号。 问就是“要硬质合金的”。硬质合金是好,但要是磨得不对,照样白搭。甚至更惨——因为硬质合金脆,一崩就断,不像高速钢那样还能撑一会儿。所以说,钻头的核心秘密,其实在磨法上。
讲个真事。有次加工一批模具钢,钻φ12的孔,深度50mm。用的进口整体硬质合金钻头,按理说应该轻松。可上去就响,吱吱嘎嘎,钻出来的孔壁粗糙得要命。换了几个品牌都不行。后来一个老师傅把钻头拿到砂轮上蹭了几下——他把横刃修窄了,顶角也改小了点。再一试,安静得跟猫似的,排屑顺畅。就这么神奇。所以你看,钻头那点几何变化,决定了你是从容还是骂娘。

说到磨钻头,现在很多年轻人不爱学。都想着买现成的,磨损了就扔。这观念,怎么说呢——也不是不行,但得看成本。微钻、小直径的,确实不值得修磨;但大钻头,六七十毫米那种,修磨一下又能用几百个孔,省下来的不是钱?而且,修磨可不只是把尖磨出来,得把后角、横刃、顶角都照顾到。有些特殊钻型,比如群钻、阶梯钻,磨起来更讲究。一个好的磨钻工,能顶半个工程师。
涂层神话与“堵屑”惨案
涂层这事,被销售吹得天花乱坠。什么纳米、金刚石、多层涂层,听着就高大上。可我见过的翻车现场,一半跟涂层有关。倒不是说涂层没用——涂层绝对有用,比如钻铝合金要用没有涂层的或者特定的涂层,防止粘刀;钻钛合金得用耐高温涂层。但很多人盲目上涂层钻头,结果呢?排屑槽里的屑堵成一坨,钻头直接拧断。
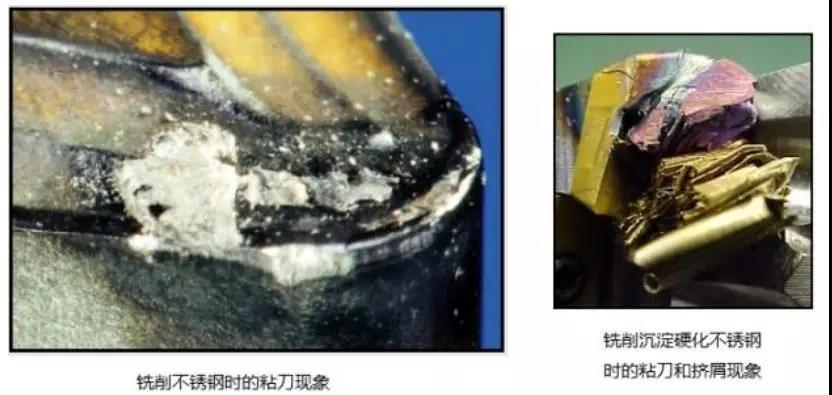
原因在哪儿?涂层通常会让表面更光滑,排屑看似容易,但对于某些粘性材料,光滑的表面反而让切屑粘附。而涂层要是太厚,或者质量不行,容易在切削刃口形成积屑瘤——这玩意儿一掉,就把刃口带崩了。我记得有一次,车间试新的涂层钻头,加工不锈钢,参数按厂家给的设定,结果倍儿爽地断了三次。后来换回老式的非涂层钻头,啥事没有。你说这找谁说理去?所以,涂层不是越高档越好,得匹配材料、冷却方式和速度。实践里摸出来的经验,比手册上的数据靠谱多了。
冷却液,不是开着就行

冷却液的压力、方向、流量,哪一点都能要了钻头的命。特别是深孔钻,没有内冷?那简直在赌博。高压内冷能把切屑从槽里冲出来,铁屑不堆积,刃尖不发热,钻头寿命能翻好几倍。 可有些厂子舍不得买高压泵,就用外部浇一浇,钻到半路吧,烧了。然后就骂钻头质量差。这能怪钻头吗?好比让马拉大车,还不给草。
还有切屑液浓度,很多人不注意。太稀了,润滑不够;太稠了,冲洗性差。尤其在钻小孔时,切屑液进不去,钻头干烧。我看过最好的做法,是给CNC钻削配个油雾收集器加高压中心出水,那钻孔速度,快了不说,孔壁光洁度也上去了。可惜,愿意在这上面花钱的老板不多。
Q&A:钻头那些挠头的问题
问:钻不锈钢到底用什么钻头最好?
答:没有唯一答案。分情况。304、316不锈钢粘且容易加工硬化,适合用含钴高速钢或硬质合金钻头,涂层可选TiAlN(耐高温)。但参数要对:低速大进给,冷却要充分。如果是不锈钢薄板,用三尖钻或者薄板钻,能减小出口毛刺。千万别拿钻普通碳钢的钻头去挑战不锈钢,那是跟自己过不去。
问:钻头钝了到底修磨还是直接扔?
答:✅ 小钻头(<φ5mm)几乎不值得修磨,成本不合算。✅ 中型钻头(φ5~20mm)看设备,如果有无心磨或专用的钻头磨床,修磨后精度能保证,那可以修磨1-2次。✅ 大钻头(>φ20mm)强烈建议修磨,省下的费用可能够买一台磨床了。不过注意,修磨要严格按原厂几何角度来,别自己瞎磨。💡 有些涂层钻头修磨后需要重新涂层,这笔账要算进去。
刀柄跳动:隐形杀手
最后说个大家容易忽略的点——刀柄跳动。钻头夹在刀柄上,如果跳动量大了,钻头每转一圈就要多切一点,硬度越高越敏感。哪怕0.05mm的跳动,对微钻就是致命的。 好多时候钻头偏心断裂,根源就在刀柄不干净或者夹紧方式不对。液压刀柄、热装刀柄贵是贵了点,但跳动能控制在3微米以内,寿命差异真不是一星半点。别问我怎么知道的,说多了都是泪。
总之,钻头是个系统工程。从选型、修磨、涂层、冷却到装夹,一环扣一环。下次再断钻头,别光骂供货商,蹲下来看看铁屑颜色、听听钻削声音,没准答案就在眼前。