选型时的数字游戏,你当真就输了
参数表上的全压效率82%?实测能到78%我就烧高香了。厂家测试是在标准进气箱、无管路阻力下测的,你那现场弯头摞弯头、阀门半开半闭的,气流早搅成麻花了。去年给一家水泥厂做改造,原设计风量30000m³/h的离心风机,实际运行只有21000多点,为啥?进口那段直管长度不够,气体还没拉直就冲进叶轮,做功能力直接打七折。
说实话,选型最核心的不是看样本,而是盯着那几个命门:一是系统阻力曲线到底准不准,二是工况点是否在高效区,三是介质的含尘量、温度波动会不会让性能飘移。别轻信“流量裕量10%就够了”这种鬼话,如果是炉窑引风机,烟气温度跳个100℃,密度一变,功率需求能差出20%去。❗我见过太多项目,就因为设计阶段懒得做现场管路特性测试,最后风机不是在喘振就是在过载,进退两难。
振动——风机的体检报告,你会解读吗?
振动值超标是表象,病因能藏得很深。有次去巡检,一台大型工业风机轴承座振动突然从2.0升到5.5,维修班长张口就要换轴承。我让他等一等,拿频闪仪照了一下叶轮,好家伙,叶片根部裂纹已延伸近一半,再晚两天叶轮飞出来那就是事故。所以啊,振动频谱分析比看总值重要一百倍。不平衡、不对中、松动、摩擦、流体激振……频谱上的每一条尖峰都在跟你说话,关键是你要听得懂。问:风机振动偏大,怎么快速区分是平衡问题还是松动问题?
答:看频谱特征。不平衡振动基本上是转频(1×RPM)为主,幅值随转速上升会平方级增大,相位稳定。松动呢,往往出现转频的多次谐波,有时甚至出现1/2倍频或3/2倍频等分数谐波,而且振动相位会漂移。简单现场排查——在同一轴承座的水平和垂直方向各测一个点,如果水平方向振值明显大于垂直,且主要频率是转频,大概率不平衡;如果垂直方向也高,且存在高次谐波,先查地脚螺栓和底座刚度。
轴承温度居高不下?别只怪润滑脂
润滑不良确实是头号嫌疑犯,但有时候你换了新脂,温度还是不见降。前阵子处理了一台工业风机,自由端轴承温度一直在85℃徘徊,润滑脂、冷却风扇都查了没问题。后来把轴承座端盖打开,发现密封毡圈与轴摩擦出亮痕——安装时同心度跑了半个毫米,运转中油膜根本建立不起来。调整后温度降至58℃。真的,安装细节的疏忽往往比部件质量更要命。✅这里给大家一个经验值:用红外测温仪扫描轴承座外表面,如果负荷侧与自由侧温差超过15℃,先怀疑对中或轴承受力不均匀。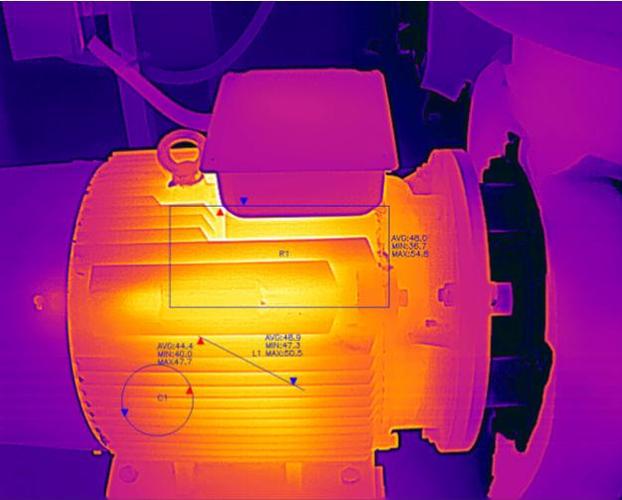
问:工业风机的轴承润滑周期到底怎么定?照着手册加不行吗?
答:手册给的周期只是参考基线,实际变数很大。高温、高污染场合比如烧结风机,可能一周就得补一次脂。一般滚动轴承,当运行温度每超过70℃时,润滑脂寿命会减半。你可以观察排出的旧脂状态来判断:如果油脂变黑发硬或者有焦糊味,说明温度过高氧化了,要缩短周期;如果流出来的脂还是跟新的一样,那周期可以适当放长。另外注意,补脂量不是越多越好,高速风机过量会搅动发热,通常每次补充轴承腔容积的1/3到1/2就够了。
效率衰减的隐形杀手——结垢与磨损
有些离心风机的叶轮,用了三五年效率能跌掉10%以上,能耗却蹭蹭涨。出去看,叶片表面坑坑洼洼,出气口边被磨得像刀刃,进气圈也冲出深沟。这其实是气固两相流在长期做精加工呢。我们在一台钢厂除尘风机上做过试验,叶轮做碳化钨耐磨涂层后,连续运行14个月,效率下降不到2%,而之前没涂层的轮子用6个月就快废了。别小看积垢,特别是输送潮湿含尘气体的风机,叶轮非工作面会逐渐堆积物料,破坏动平衡不说,还改变叶片气动外形,压力、流量全乱套。💡有时候你发现电流没变但全压上不去了,先别调阀门,停起来看看叶轮是不是“长肉”了。清理完之后,开机前务必做一次现场动平衡,否则振动会教你做人。
工业风机这行,没有什么一劳永逸的魔法,全靠平时巡检查觉蛛丝马迹。下回再展开聊聊那些让人哭笑不得的维修失误——比如硬往离心风机里塞轴流叶轮的操作,我是真遇到过。