我至今记得第一次见到工业微波炉的场景——不是那种厨房台面上的白色盒子,而是个庞然大物,嗡鸣着,传送带上铺满刚成型的陶瓷坯体,几分钟后出来就干透了。我当时愣在那儿,心里直犯嘀咕:这玩意儿,难道不就是放大版的家用微波炉?后来被师傅狠狠笑话了一顿。说实话,工业微波炉和家用款,差得不是一星半点。
你要是也这么想,不奇怪。但搞生产的都知道,选错一台设备,耽误的工期、浪费的电费,够你心疼好几个月。咱们今天不扯虚的,就聊聊那些参数表上看不到的细节。
功率不是越大越好?——先搞懂负载匹配
很多采购单上第一行就写:微波功率,越大越好。错得离谱!工业微波加热的核心在于介电损耗,不同物料对微波的吸收能力天差地别。你拿个30kW的磁控管去烤含水量极低的塑料颗粒,大部分微波能全反射回波导,烧坏磁控管就是分分钟的事。对吧?所以真正要看的是功率密度和负载的匹配。我们车间那次试机,用隧道式微波炉处理木浆纤维,功率开太高,结果局部热成炭了,传送带差点起火——想起来都后怕。
另一个坑:微波发生器的寿命。厂家标称8000小时,那是实验室常温满负载。实际车间粉尘多、温度高,能撑5000小时都算你维护勤快。我强烈建议❗:让供应商把磁控管的冷却风道设计拿出来讨论,风量足不足,滤网好不好拆。这些细节,合同里从来不写,但直接决定你半夜会不会被停机电话吵醒。
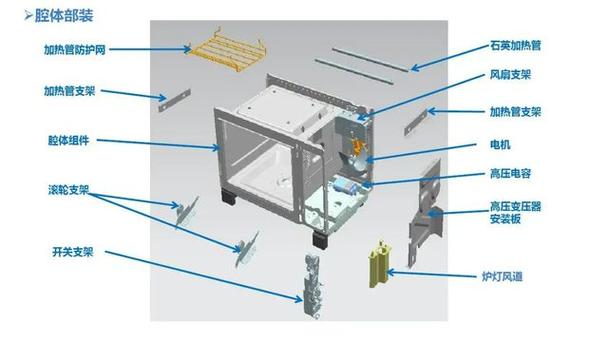
腔体设计有多重要?
工业微波炉的腔体,绝对不是金属箱子那么简单。你得考虑多模谐振和场均匀性。见过有些便宜设备,物料进去左边焦了右边还湿着——那就是驻波分布太差。好的设计会用搅拌器,或者干脆让传送带边走边摆,甚至用多馈口错相位输入。我参观过一家做茶叶杀青的企业,他们的工业微波干燥设备,腔体内壁居然涂了特殊涂层,防止冷凝水影响场分布。这种用心,你不去现场根本看不到。
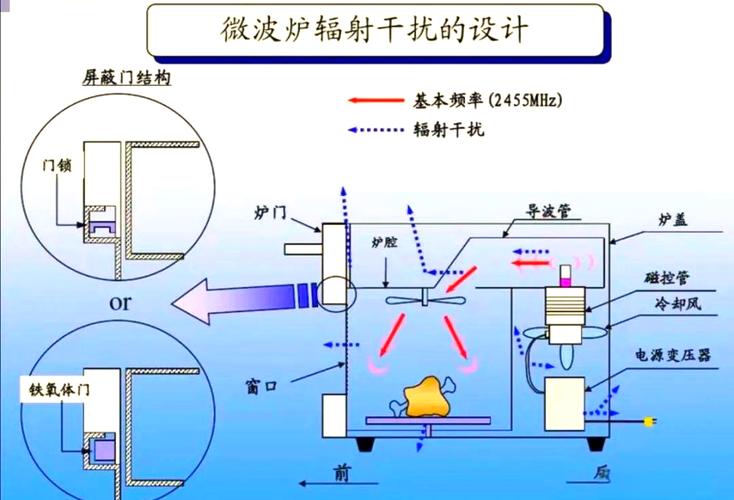
说到结构,箱体密封也是大问题。微波泄漏,国标是5mW/cm²,但长期在设备旁操作,累计剂量呢?所以别信那些“绝对零泄漏”的鬼话,自己买个检测仪,定期测门封条、观察窗。安全这事儿,靠别人良心,不如自己上心。
问:我们想用微波炉做食品干燥,但担心口感变化,怎么破?
答:好问题!微波干燥确实容易造成表面硬化,因为内部水汽往外挤,表面温度一高就结壳。破解法:分段处理。先用中低功率预热到50-60℃,然后短时高功率把水分逼到表面,最后用热风辅助把表面水汽带走。或者直接用脉冲微波,间歇工作,让水分有时间重新分布。有些做果脯的产线,甚至把微波和真空结合在一起,真空降低水的沸点,低温干燥,颜色和味道保留得特别好。不过真空系统的密封和维护又是个坑,成本蹭蹭涨。
问:工业微波炉到底能省多少电?总听人忽悠节能率50%?
答:哈哈,一听到这种数字我就想笑。节能?那得看跟谁比。跟老式热风烘箱比,如果物料含水率高、适合微波加热,确实能省30%甚至更多,因为热量是直接往水分子上招呼,不像热风先加热空气再传热,中间损耗大。但如果是干燥薄材料,或者本身温度就不高的工艺,优势不明显。还有,微波电源的效率得算进去,磁控管把电转成微波,效率也就70%左右,大功率水冷系统的电耗也不是小数目。所以看节能,得看整线能耗。我见过最冤的情况是:微波部分省了电,但前后道的清洗、冷却设备配电不合理,总电费还涨了。能效分析要整线做,别光盯着微波炉那点功率表。
维护那些血泪史
你可能不知道,工业微波炉最脆弱的部件不是磁控管,而是波导窗。那层云母片,或者耐热陶瓷板,如果溅上东西或者结露,打火烧穿分分钟。每次停机清理时,我都像对待古董那样,用软布蘸酒精轻轻擦,不敢有一点划痕。还有高压电容,断电后别手欠立刻去摸!它自己放电得好几分钟,必须用放电棒短接——这种保命常识,新员工培训必须说到吐才行。
另一件糟心事:工业微波加热设备用久了,磁控管会自然退化,输出功率缓慢下降。你发现同样的参数,物料处理时间变长,一时找不到原因,折腾好久才发现是管子老了。建议每半年用功率计测一下实际输出,别光看设备面板上那个显示。有些设备厂做的智能监测,能实时显示磁控管电流、温度,甚至预测剩余寿命——贵是贵点,但值💡。
最后说句掏心窝的话:买工业微波炉,别只盯着技术参数,去考察一下制造商的服务能力。尤其定制化的箱式微波炉或连续式微波设备,后期改造、备件供应才是大头。我认识一个老板,贪便宜选了小厂,结果几年后需要换个特种磁控管,发现对方已经倒闭,只好整套设备报废。惨吧?
工业微波炉这东西,用好了是神器,用不好是烧钱的无底洞。希望你能避开这些坑。