我的一次惨痛教训:切削液发臭,整池报废
那年夏天,车间里弥漫着一股馊臭味。工人捂着鼻子跟我抱怨。我一闻,完了——切削液变质了。整池子乳化液,黑得像酱油,上面还漂着浮油。当时图便宜,选了个小品牌的切削液,又没及时维护,结果不仅得停工换液,还腐蚀了机床上的精密部件。那个月奖金泡汤,我真想抽自己两巴掌💢。所以啊,别小看这玩意儿,它直接影响加工效率和成本。

老实说,很多新入行的工艺员对切削液也就是“随便选选”。其实,切削液的选择和维护是一门硬功夫。选对了,刀具寿命延长30%很常见;选错了,刀具崩刃、工件生锈、还有环保罚款等着你。对吧?我这些年踩过的坑,今天掏心窝子讲讲。
切削液到底怎么选?不是越贵越好
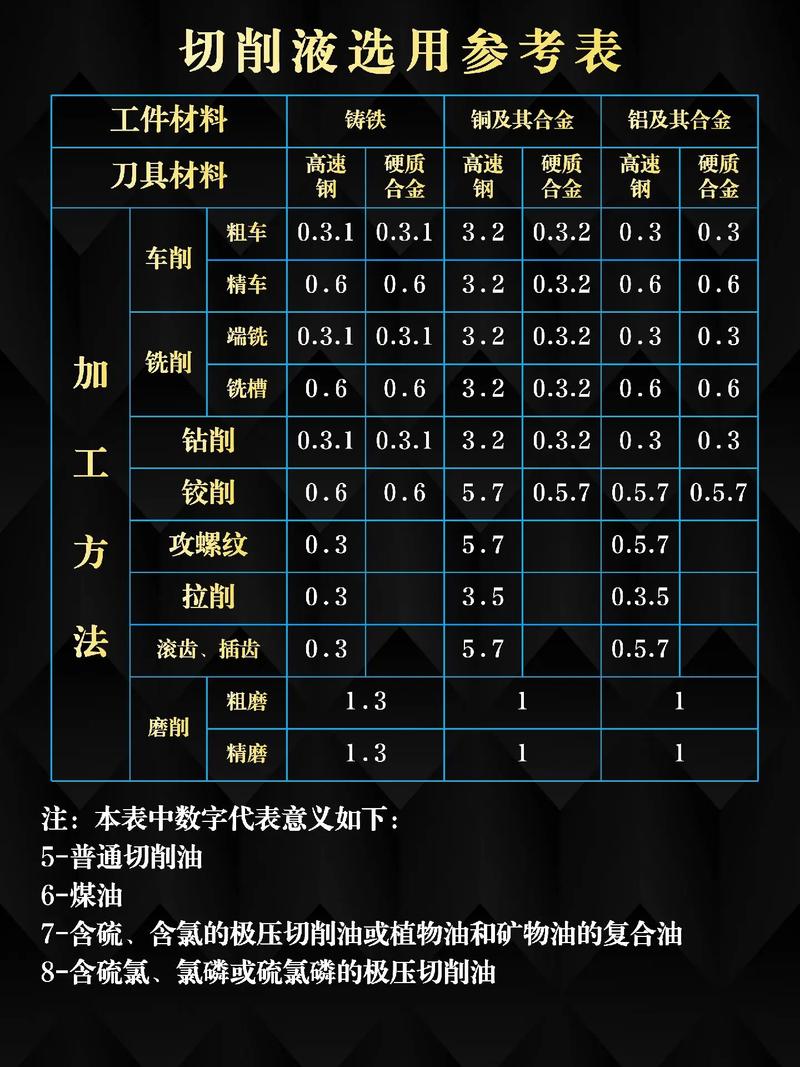
首先要明白切削液是干什么的:冷却、润滑、清洗、防锈。不同材料、不同加工方式,需求天差地别。新手容易走极端——要么只用便宜的皂化液,要么盲目上全合成。
具体怎么选?记住这几个原则:- 加工铸铁、钢材:粗加工如果你追求冷却,乳化液性价比高。但精加工要想表面光洁度好,半合成更合适,润滑性更好。我推荐用含极压添加剂的,那种边界润滑效果扛扛的。
- 加工铝合金:千万别用含氯的!会腐蚀工件。要用铝专用的切削液,pH值别太高,8.5-9之间。不然铝件表面就发黑了,哭都来不及。
- 高速切削、难加工材料(如钛合金、镍基合金):全合成切削液是王道,但得注意它的高冷却性和低油雾,否则车间烟雾弥漫,工人呼吸道遭殃。
不过话说回来,有些国产切削液品牌现在做得真不错,性价比很高。比如我们试过某品牌的微乳切削液,在加工不锈钢时,刀具寿命比进口品牌还长了20%,价格却只有一半。这个结果让我挺惊喜的❗但你要注意批次稳定性,小厂有时品控不一。
QA:你关心的切削液难题,我直接答
问:切削液老是发臭怎么办?答:发臭就是细菌滋生。根源是维护不当。办法:每周测浓度,用折光仪,浓度低了及时补液;定期撇除浮油,安个油水分离器;千万别往池子里丢烟头、吐痰(我真见过)。一旦发臭,轻微时加杀菌剂;严重时只能放掉、清洗管道、重新配液。预防胜于治疗,建议安装自动配液系统,维持浓度稳定,省心。
问:切削液泡沫多得像洗衣粉水,怎么解决?答:泡沫多通常因为浓度太低或者压力太大。先检查浓度,如果浓度只有1%,那是水多了没润滑了。适当补液到推荐浓度(一般磨削3-5%,车铣5-8%)。若是冲击造成,降低流速或加个挡板。还可以加少量消泡剂,但治标不治本。全合成切削液泡沫倾向高,可以考虑半合成。
问:换切削液时,机床怎么清洗?答:别直接加新液,残渣会污染。先排空旧液,用清洗剂循环清洗管道和液箱,重点清死角。清洗后放掉,再用清水冲一遍。最后才能配新液。我常用的清洗剂是专用的系统清洗剂,除油杀菌,不然新液几天就完蛋。有些老师傅用洗衣粉,千万别!会残留伤害新液。
我的日常维护秘诀,让切削液多用两年
切削液管理,三分品质,七分维护。我管过的生产线,切削液寿命从半年延长到两年多,就是这么干的:
- 浓度控制是关键中的关键。配一把精度高的折光仪,每天记录。浓度低了润滑差,刀具磨损快;高了则浪费,还容易引起皮肤过敏。
- pH值监控。正常8.0-9.5,低于8.0容易长菌,高于9.5对皮肤刺激。用pH试纸每周测,高了补充新液,低了加pH调整剂。
- 撇油、过滤不断。导轨油、液压油泄漏会浮到液面,隔绝氧气,加速厌氧菌繁殖。用带式撇油器连续除油。再加袋式过滤器,除金属碎屑。我见过一个厂,过滤精度才50微米,加工出的表面光洁度明显改善。
- 节假日不停机循环。周末停机,切削液静置易发臭。安装定时器,每小时循环半小时,或充氧装置。
现在都2025年了,环保要求越来越严。很多厂被迫关闭了,就是因为废液处理不当。我的建议:尽早换用长寿命、生物稳定型切削液,减少排放。比如植物基切削液,虽然贵点,但降解快,对工人无害。我们厂去年试用后,工人手部过敏问题少了很多,废液处理费也降了。这事值得做💡。
最后说一句,切削液这东西,别看它不起眼,你忽视它,它就给你找麻烦。花点心思,回报可不止刀具寿命那点钱。还有一招:找个靠谱的切削液供应商,能提供上门检测和维护指导,比自己瞎琢磨强得多。