我这辈子都忘不了,2009年夏天,冲压车间那个新来的小伙子——小刘,右手缠着绷带,脸煞白地坐在医务室门口。手套就扔在脚边,崭新的防割手套。他哭腔说:师傅,这手套骗人……
说实话,那一幕至今扎在我心里。很多人根本不知道,工业手套这个行当,水有多深。💢
别急着划走,今天我不是来念产品手册的。咱们就聊点车间里真正的门道——那些供应商打死都不会跟你讲的事。
防割手套真的“防割”吗?别被名字忽悠了

先说结论:市面上八成的所谓防割手套,在角磨机面前跟纸糊的没区别。❗
有个冷知识:EN388标准里的“防割等级”,测试用的居然是旋转刀片!可实际作业中,你面对的是冲击、锯齿、甚至是飞溅的金属碎片。那个测试——它模拟个啥?切割黄瓜的力道?
小刘当时戴的就是Level 3的防割手套,但冲压模具边缘的毛刺,瞬间就划穿了编织层。知道问题在哪吗?防割≠防刺穿。编织手套靠纤维韧性抵抗切割,但尖锐物体能直接挤开纱线间隙。这就好比,你穿着一身柔术道服去挡匕首——根本不是一个维度的防护。
所以我现在带徒弟,第一课就讲清楚:如果工作涉及尖锐毛刺或金属破片,必须挑那种掌心浸胶、或带凯夫拉内衬的复合型手套。💡预算够的话,直接上食品行业也会用的细钢丝编织手套——丑是丑,但救命。
耐油手套?别等手烂了才后悔
另一个重灾区。耐油手套,听上去多贴心。但你知道么?NBR丁腈手套耐得住柴油,却未必抗得住切削液。有些车间为省成本,发的廉价乳胶手套,遇到切削油——融了!黏糊糊粘在手上,反而把化学物质闷在皮肤上渗透。这哪是防护,这是慢性中毒。
前年我见过一个老钳工,手背皮肤干裂得像老树皮,痒起来恨不得拿钢丝球刷。一查,长期接触煤油,手套又不透气。后来换了一款带棉质内衬的耐油手套,状况才慢慢好转。所以说,化学品防护不能只看材质标称,必须对照MSDS(化学品安全说明书)选对应的防护手套。丁腈对油类好,但对酮类溶剂就歇菜;PVA手套抗有机溶剂好,碰水就完蛋……这里头弯弯绕绕,够开一堂专业课了。

问:我们厂主要接触液压油和少量丙酮清洗剂,该选什么手套?
答:液压油用丁腈没问题,但丙酮会溶解丁腈!这就尴尬了。最佳方案是多层防护:内层戴薄的丁腈检查手套(因为丁腈对油阻隔性好),外层套一种层压膜手套——比如Silver Shield那种,它能挡住丙酮。或者,直接换PVA手套,但注意PVA遇水分解,所以得保证手干燥。成本是高点,但比治皮肤病便宜。
问:防割手套能洗吗?我们这每天都沾满石墨粉。
答:多数高等级防割手套(像HPPE或凯夫拉)可以温水手洗,但千万别拧干、别烘干!纤维结构一乱,防割性能就打折扣。石墨粉这种,建议先在垃圾桶上轻拍去除粉末,再用冷水冲洗。如果手套浸过油,不要用强碱性清洁剂——会损伤涂层。一个窍门:洗完后阴干,再撒点滑石粉,下次戴会顺滑很多。每周检查有没有磨损透光的小洞,犹豫就扔,安全不得马虎。
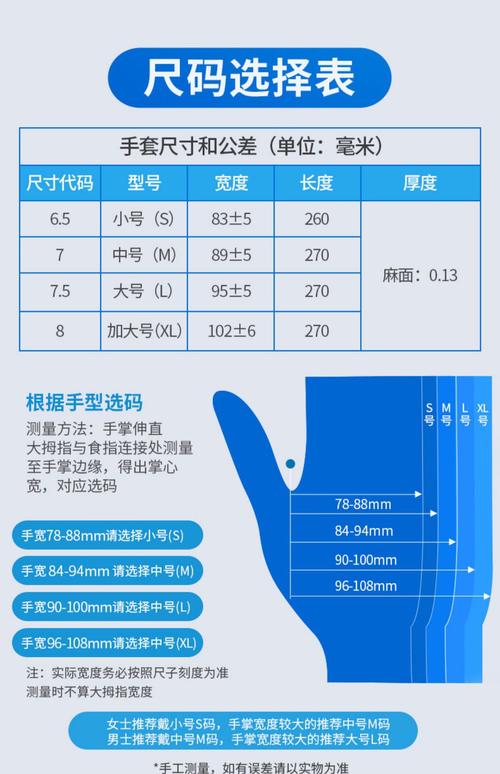
手套尺寸不合?简直是把手指往虎口送
说到这,我又要吐槽了。有些采购为了省事儿,全车间统一发均码手套——心真大啊。工业手套的合体性,直接影响触觉灵敏度。太大,指尖像戴了拳击套,拧小螺丝费劲,还容易勾到旋转部件(想想都后怕);太小,血液循环不畅,冬天手指冻僵,操作失误率飙升。
我自己的习惯:精密装配时一定戴贴合型的聚氨酯涂层手套,薄到能摸出螺丝上的螺纹磨损。但搬钢板,立刻换厚实的虎口加强手套。别嫌麻烦,手是你自己的饭碗。
还有一点容易被忽略——手套更换周期。不是不破就不换!某些化学品会肉眼不可见地渗透防护层,这叫“突破时间”。一旦超过,手套就成了培养皿。靠谱的厂家会给出渗透时间数据,比如“丁酮:突破时间10分钟”。记住这个数字,闹钟设定好,到点必须换。
我这些年攒下的避坑清单
既然都聊到这儿了,干脆把心得抖干净:
- ✅ 防割手套观察绳头:如果内部纱线起毛、断裂或抽出,直接报废,再贵的也别心疼。
- ✅ 耐油手套检查鼓胀:大拇指和食指捏一捏手套表面,如果发黏、变软、甚至鼓起,说明材质被溶胀了,已经失效。
- ✅ 冬季作业警惕静电:防静电手套一般会掺入碳纤维,洗几次可能失效。干燥环境,接触电路板务必再戴腕带。
- ✅ 别迷信“加厚”:双层浸胶手套看着结实,但灵活性差,反而容易造成抓握疲劳。厚≠安全。
说实话,入行十几年,最怕听到“以前都这么戴,不也没事”。时代在变,很多老派做法本身就是隐患。比如有人习惯把手套袖口卷起来,说凉快——可万一飞溅的铁屑掉进去呢?
最后啰嗦一句:工业手套是消耗品,不是传家宝。该换就换,给手一份体面的保障。毕竟,回家抱孩子、端碗吃饭的手,不该满是伤痕。
下车间前,再检查一遍你的手套。真的。